|
|
|
|
|
|
|
|
|
|
 | DG 202 |
|
|
DG 202
|
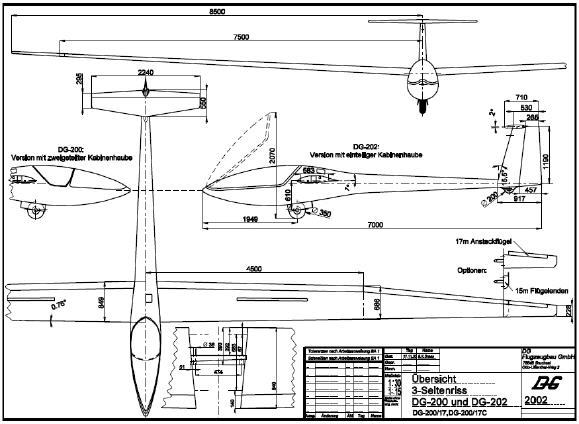
Das Original
der DG 202 war eine Weiterentwicklung der 200' ter Serie aus den 70 Jahren und ist zusätzlich mit Wölbklappen ausgestattet. Eingesetzt wurde das Original in der Rennklasse.
Die erste DG 202 flog am 30.04.1980. Es gab die DG 202 seit November 1980 in drei Versionen:
- Version 1: DG 202 mit 15 Metern
- Version 2: DG 202 mit 17 Metern GFK-Holme
- Version 3: DG 202 mit 17 Metern CFK-Holme
DG Flugzeugbau GmbH
Otto Lilienthal Weg 2 / Am Flugplatz
76646 Bruchsal
http://www.dg-flugzeugbau.de/
Das Modell
besteht aus einem Rumpf von der Firma Rippin, der Rest ist Eigenbau.
Technische Daten des Modells der Version 3:
- Spannweite: 4,86 Meter
- Länge: 2,02 Meter
- Gewicht: 7 kg
- Tragflächen: Styro-Abachi mit CFK Holm
- Folie Oracover
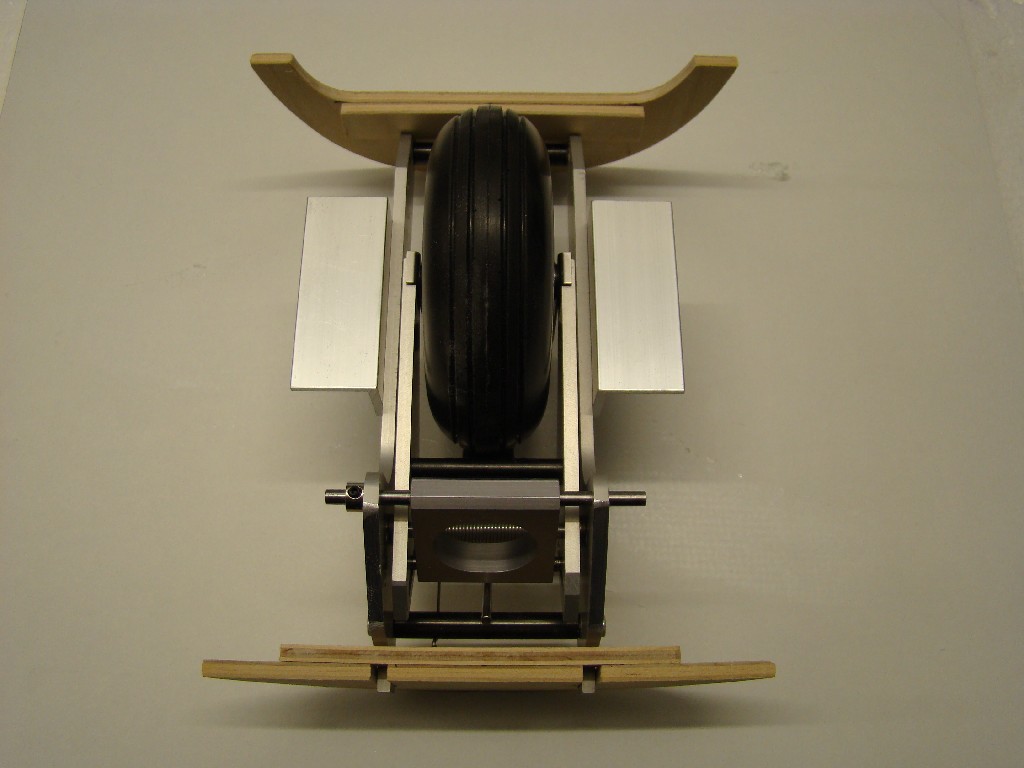
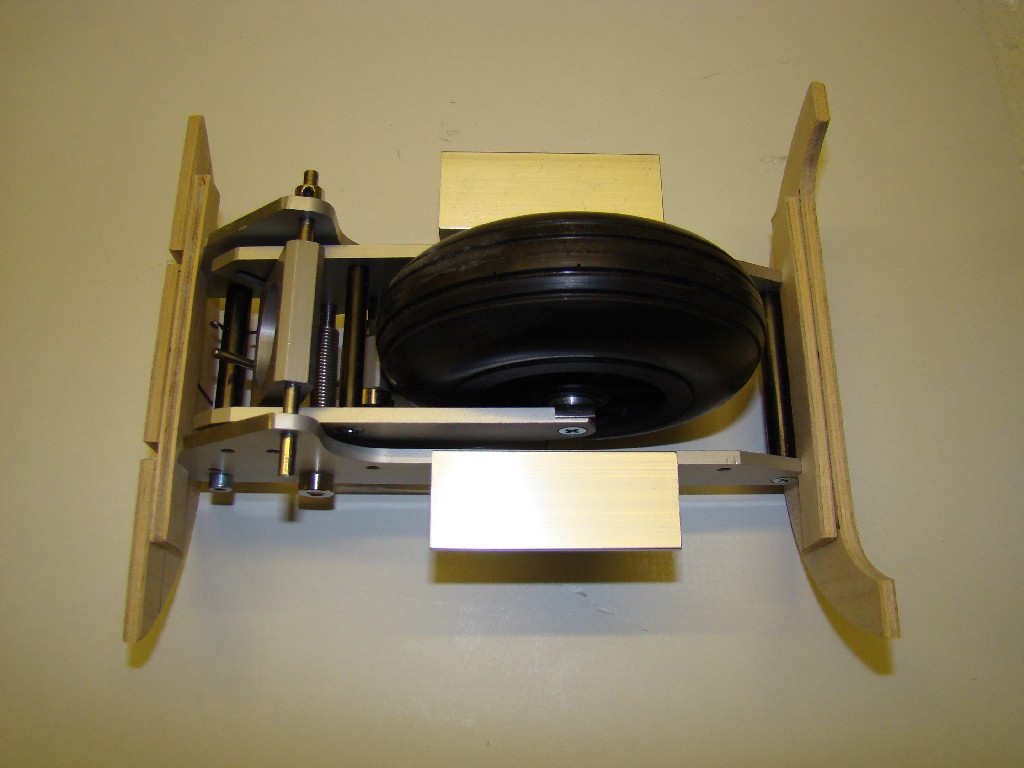
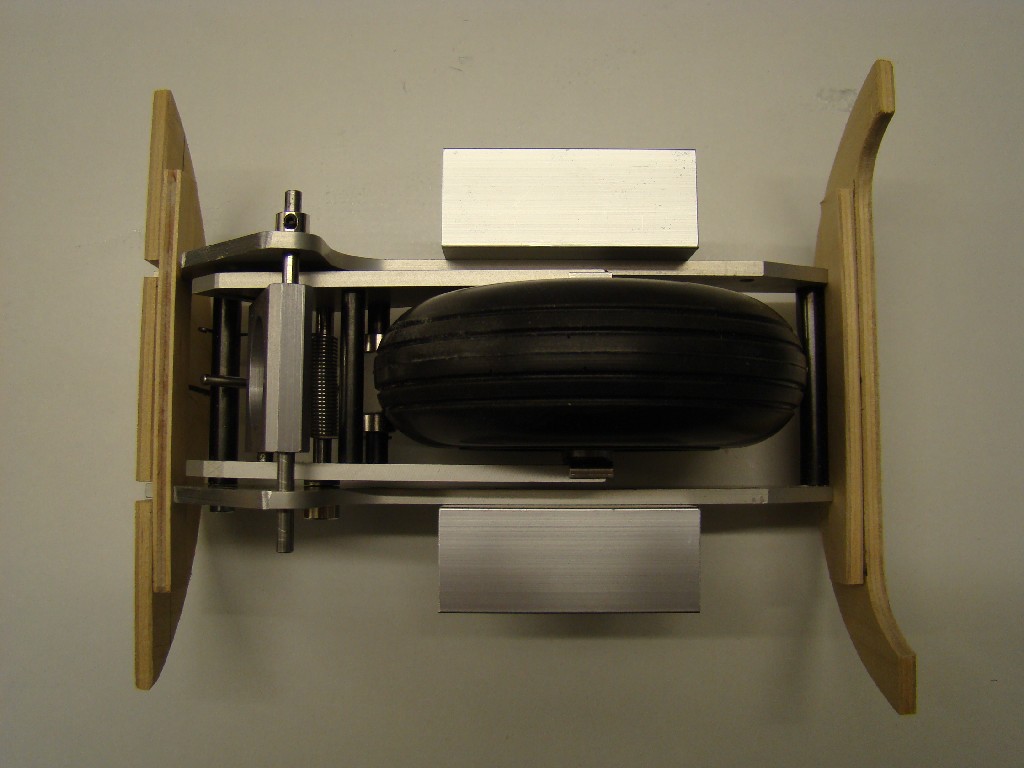
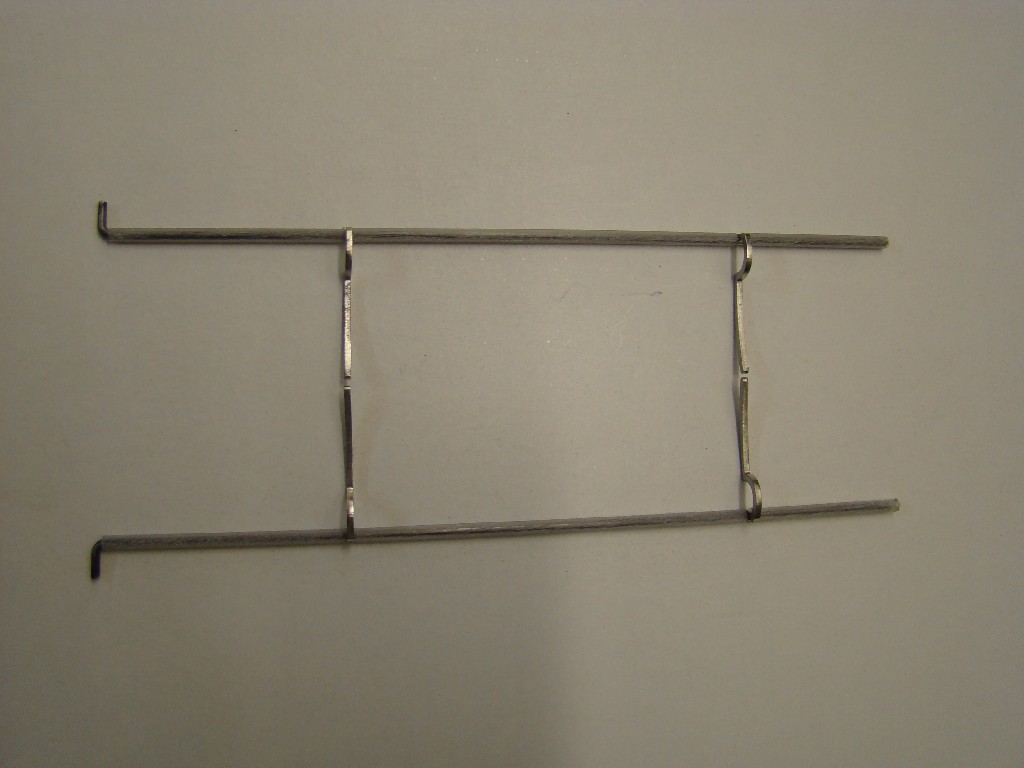
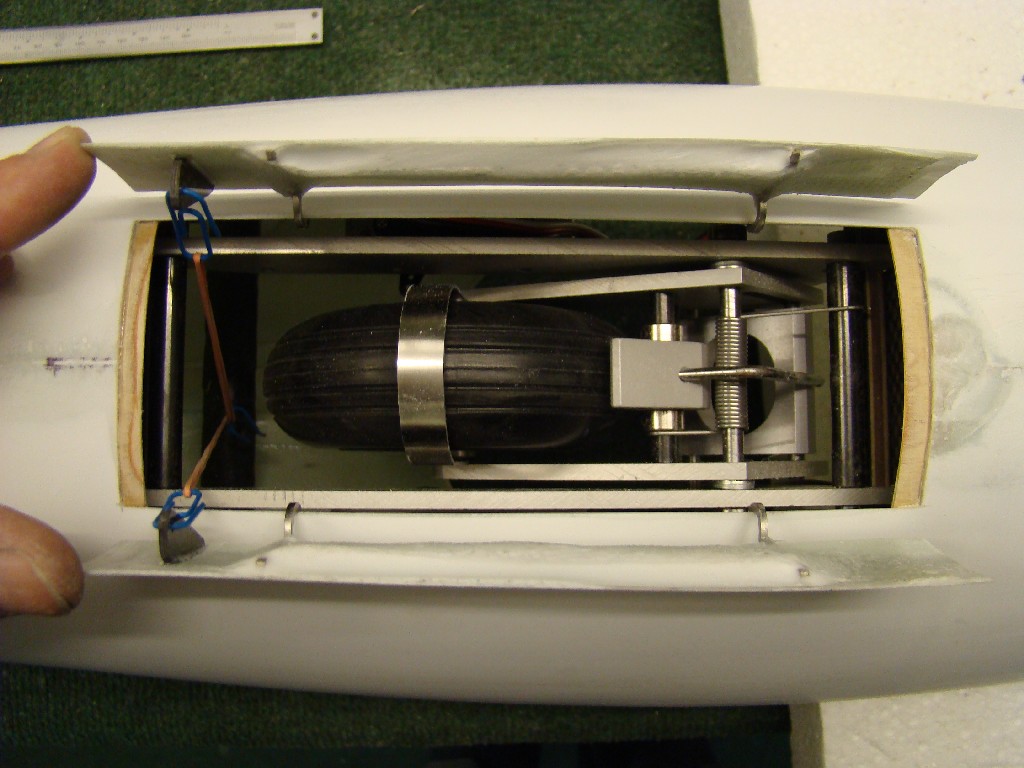
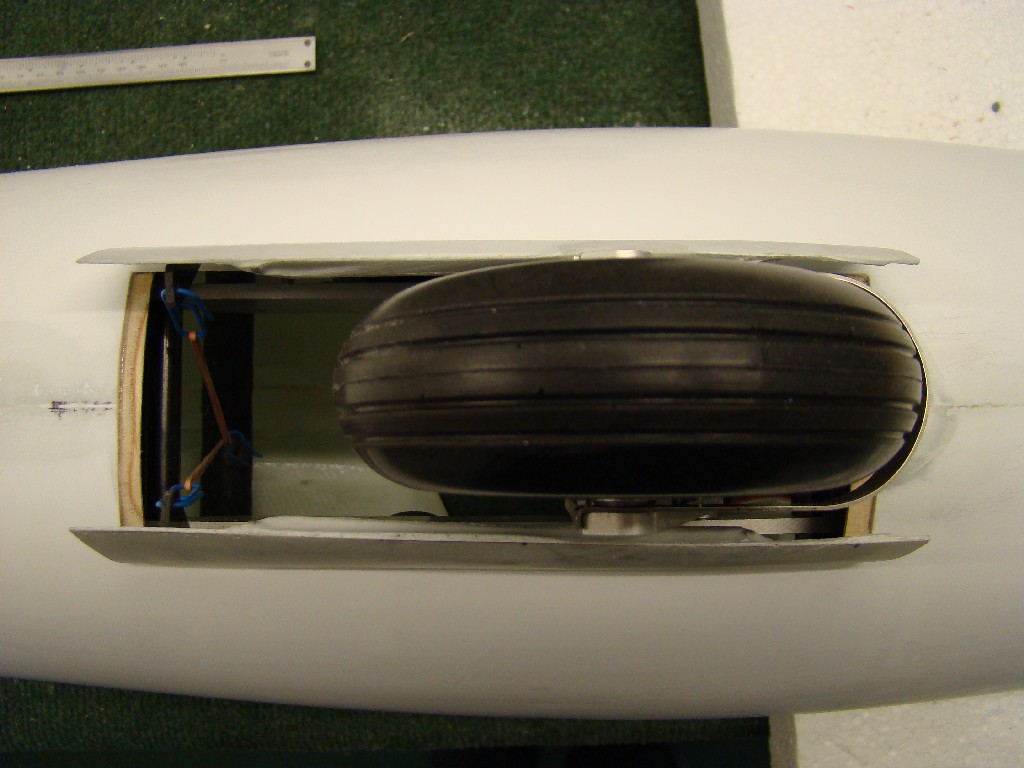
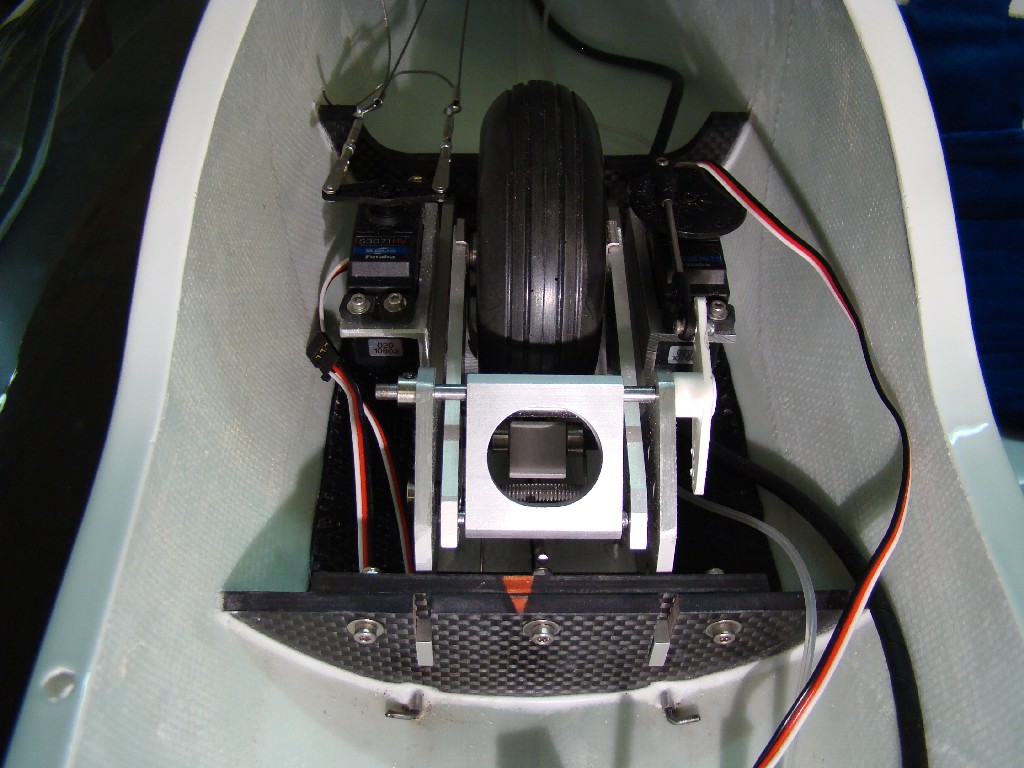
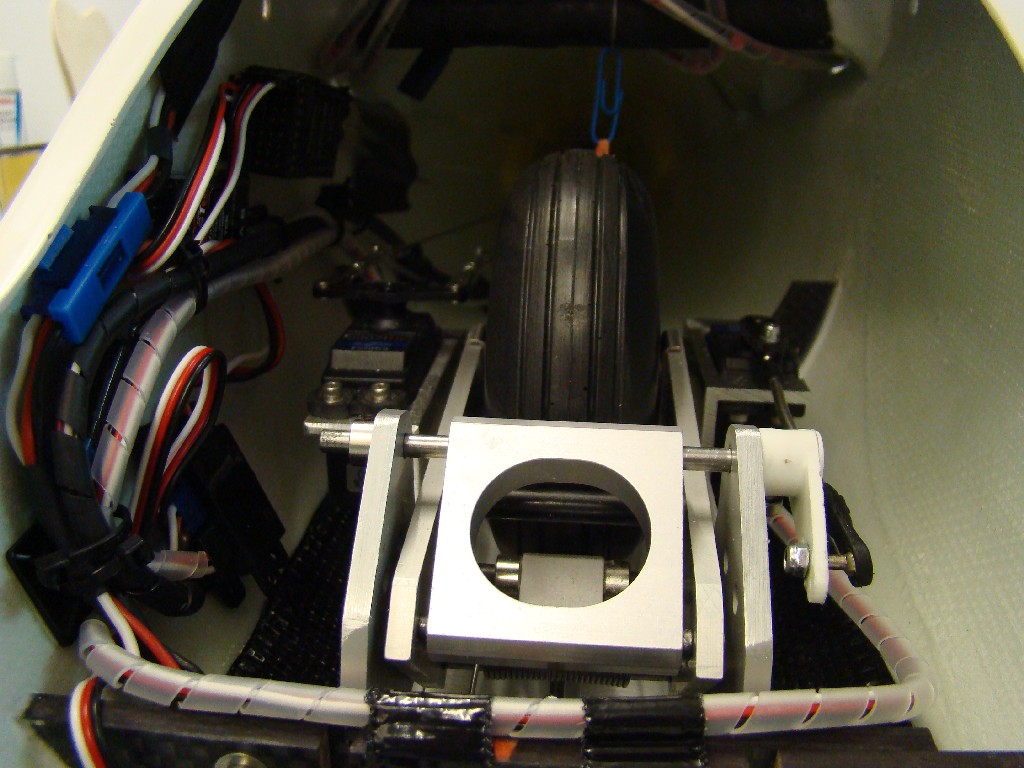
- Einziehfahrwerk Fema
- originaler Cockpitausbau
- Pilotenpuppe
- Maßstab: 1 zu 3,5
Steuerung über:
- Querruder, Wölbklappen, Störklappen
- Höhen-, und Seitenruder
- F-Schleppkupplung
verwendete RC-Komponenten alle auf S.Bus Basis:
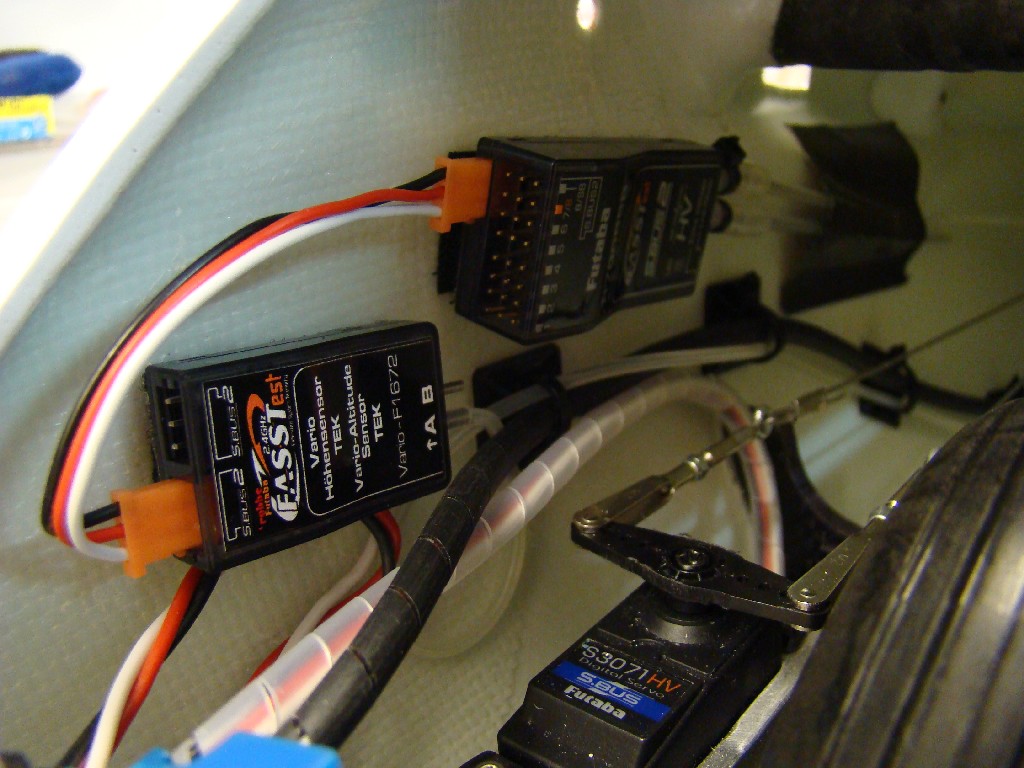
- Seitenruder: Futaba S3071 HV S.Bus
- Höhenruder: Futaba S3071 HV S.Bus
- Schleppkupplung: Futaba S3071 SV S.Bus
- Querruder je Fläche: Futaba S3174 SV S.Bus
- Wölbklappen je Fläche: Futaba S3174 SV S.Bus
- Störklappen je Fläche: Futaba S3172 SV S.Bus
- Einziehfahrwerk: Futaba S3071 HV S.Bus
- Empfänger: Futaba R7008SB FASSTest
- Empfängerakku: 2S Lipo 3200 mAh
- Stromversorung: Robbe 4.1 HUB
- Vario: Robbe Vario und Höhenmesser TEK
|
|
|
|
|
|
Der Neubau
|
Die DG 202 hat mich schon aus meiner Jugend begleitet, aber die Ansprüche an ein Modell dieser Größe haben sich doch ein wenig verändert.
Die erste dieser DG habe ich vor über 25 Jahren gebaut und da flogen wir auch Looping, Rolle etc. Damals aber mit Servos die 1,5 kg zogen. Was Besseres gab es nicht. Übertreiben wir heute ein wenig mit den Kilos auf den Rudern?
Wer weiß?
Ich baue mal wieder Eine und mache, wie früher, alles selbst!
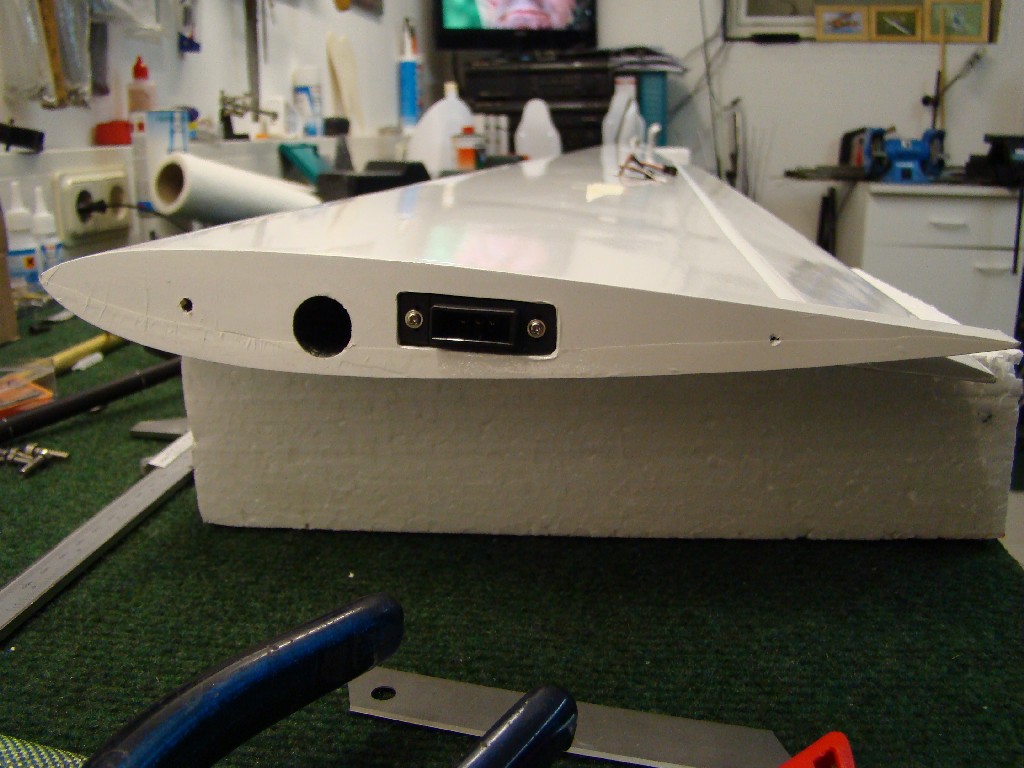
Der Rumpf ist von Rippin aus Iserlohn und von einer guten Qualität.
Rippin Modellbau
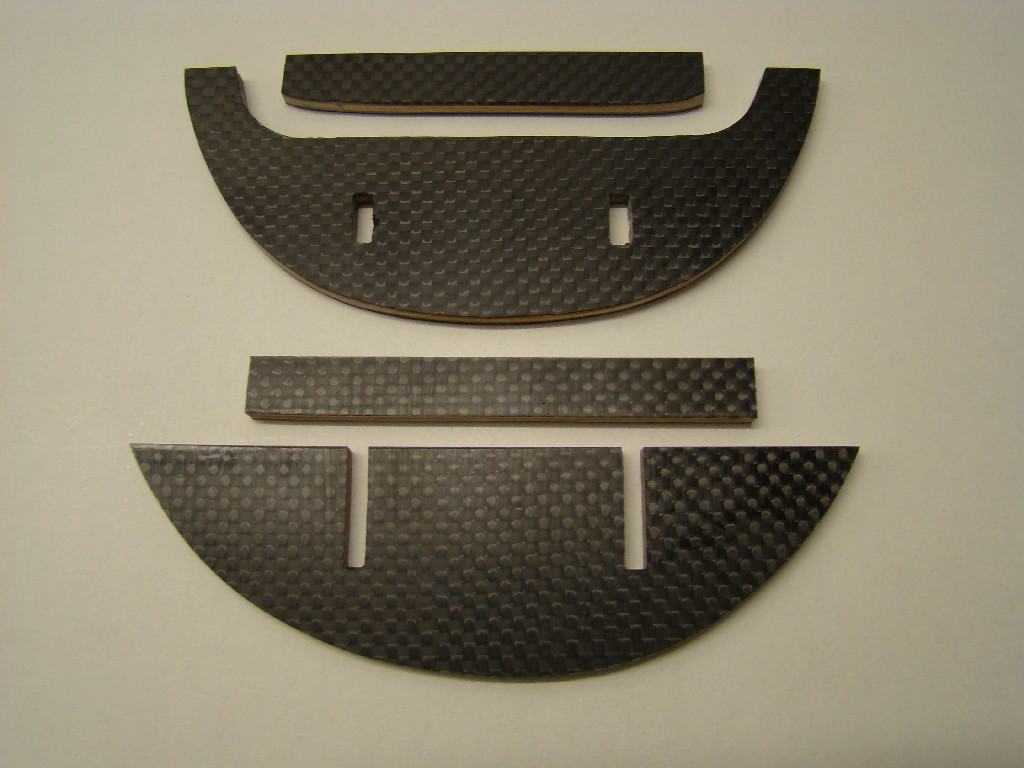
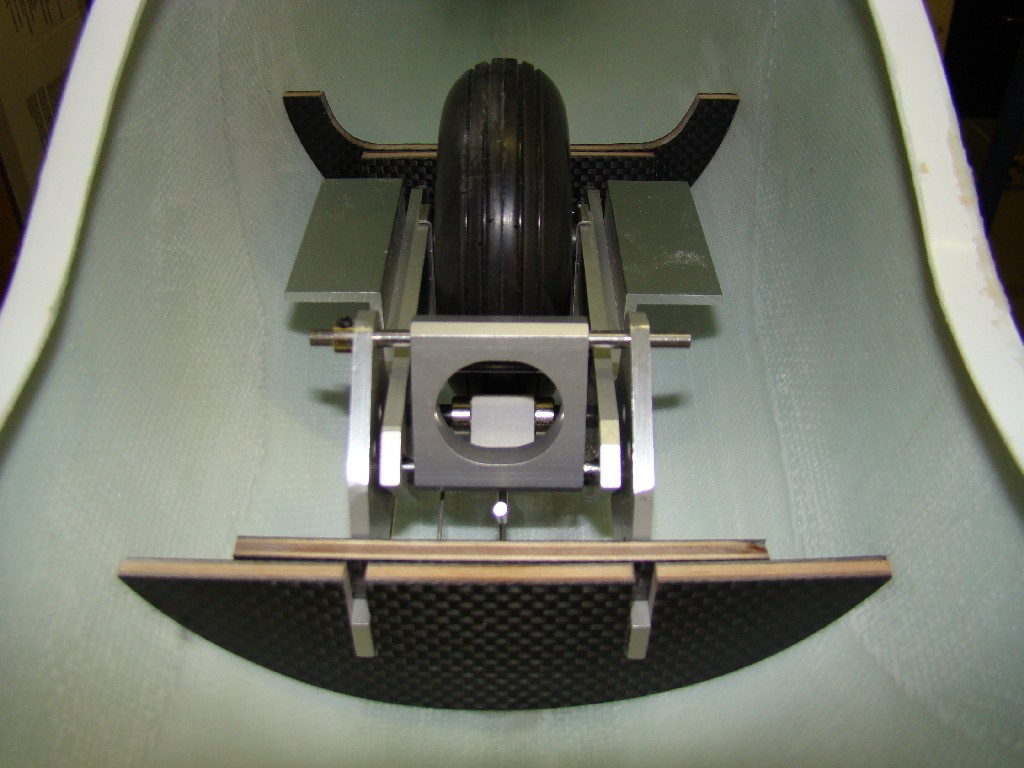
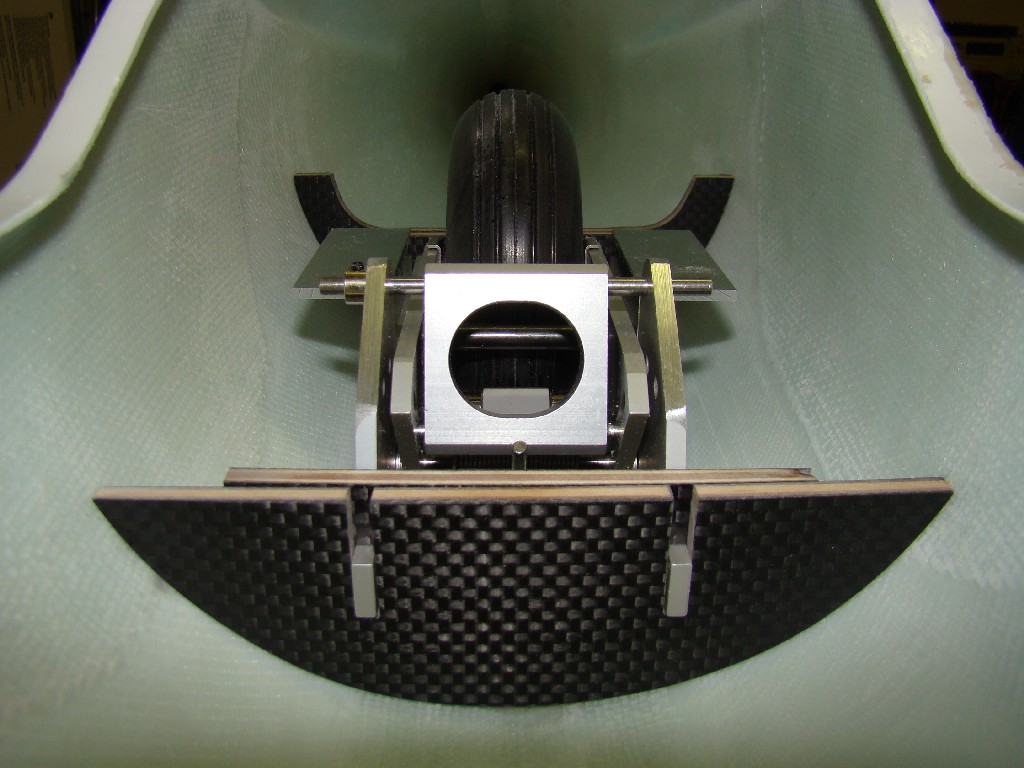
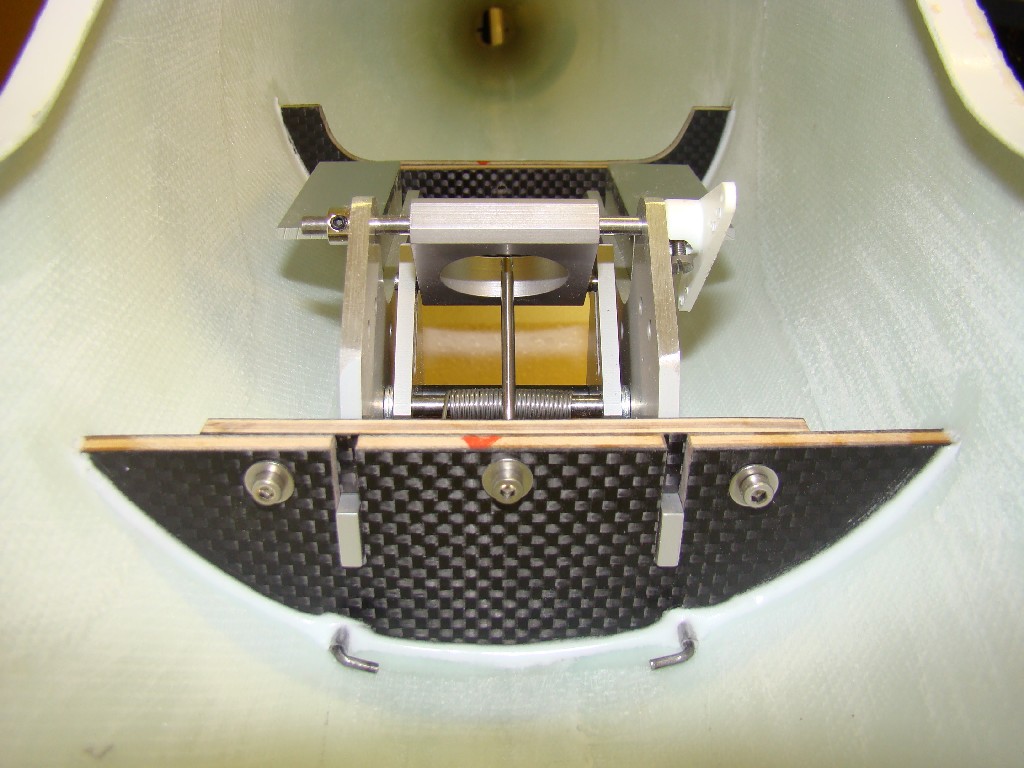
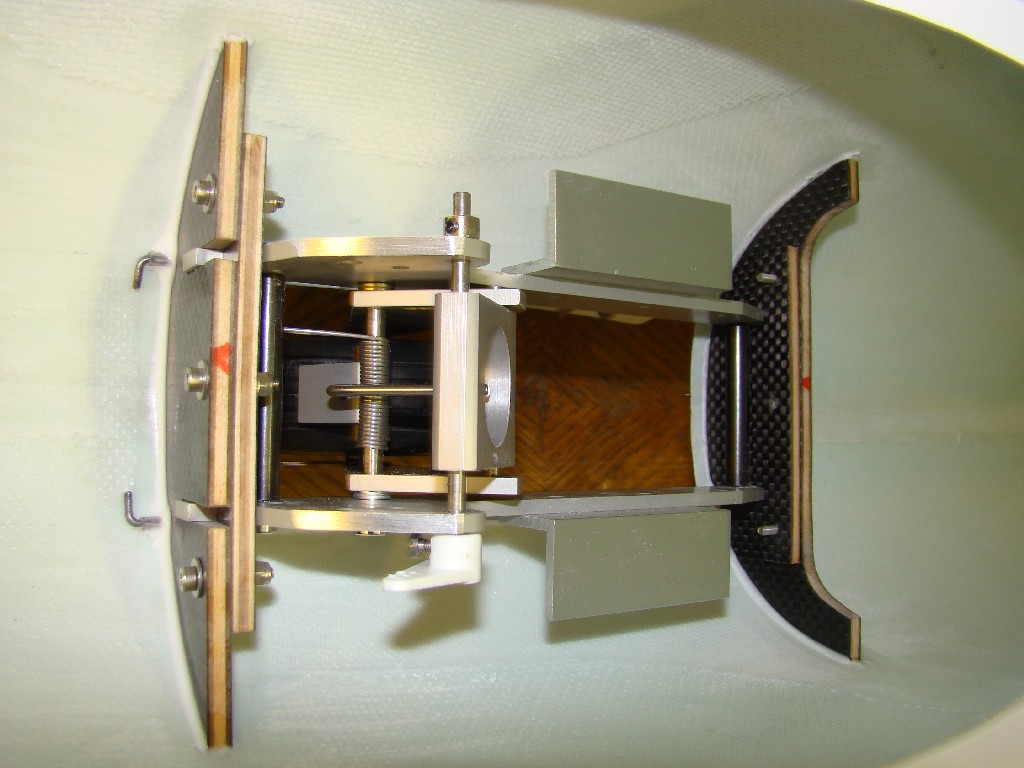
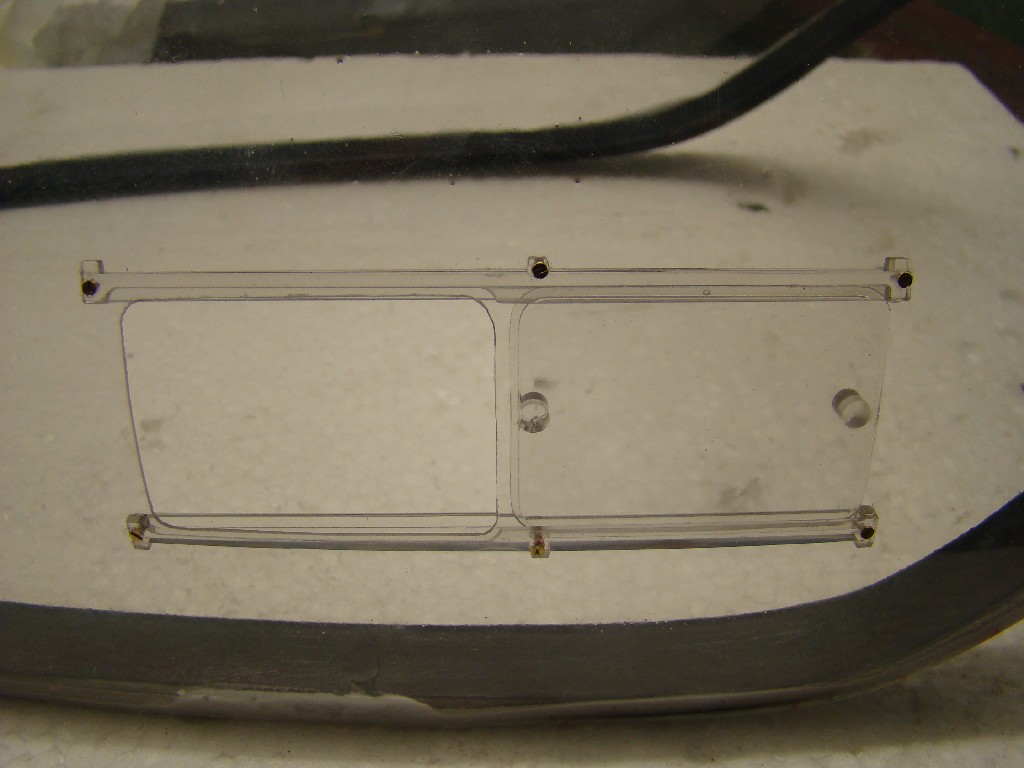
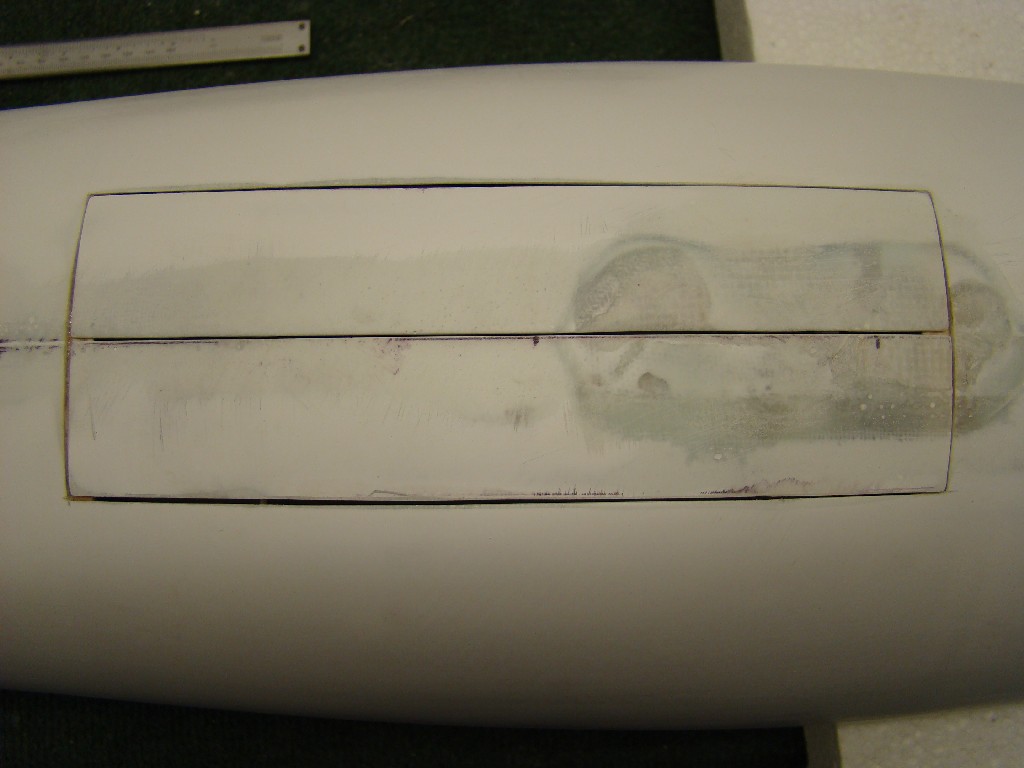
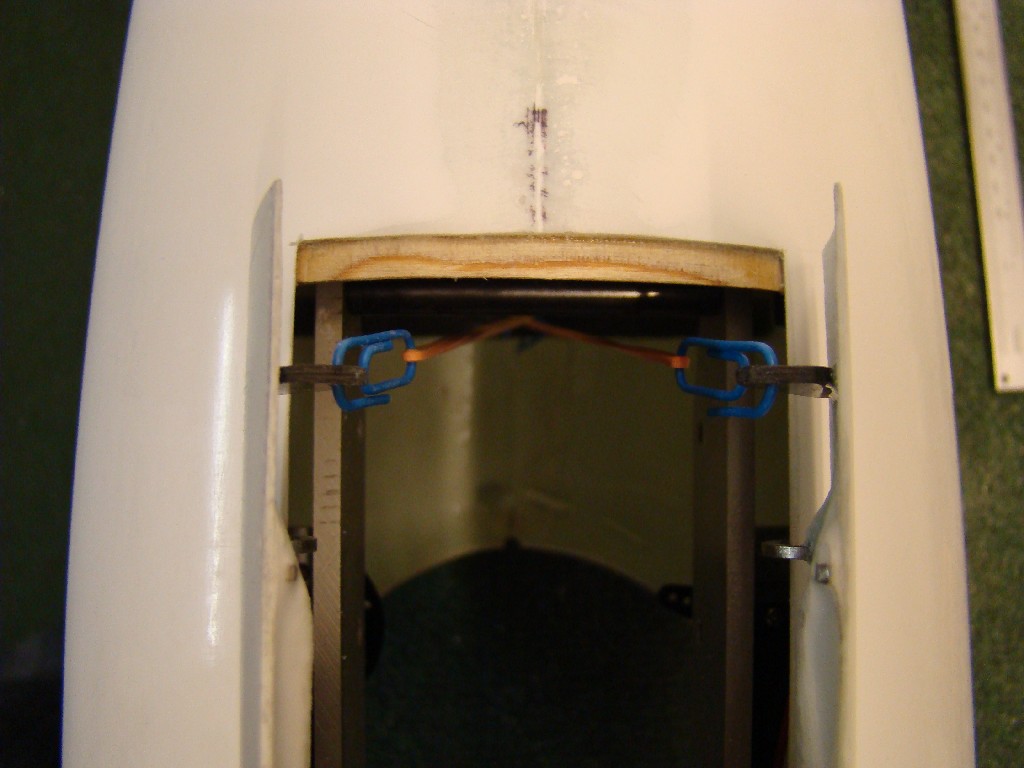
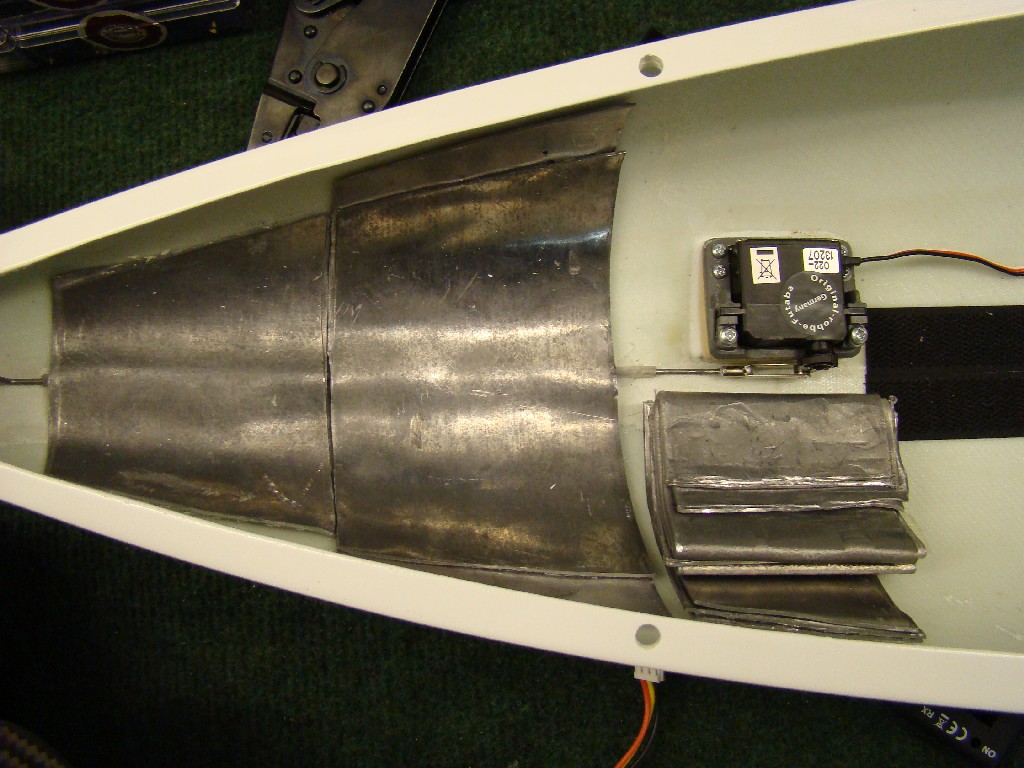
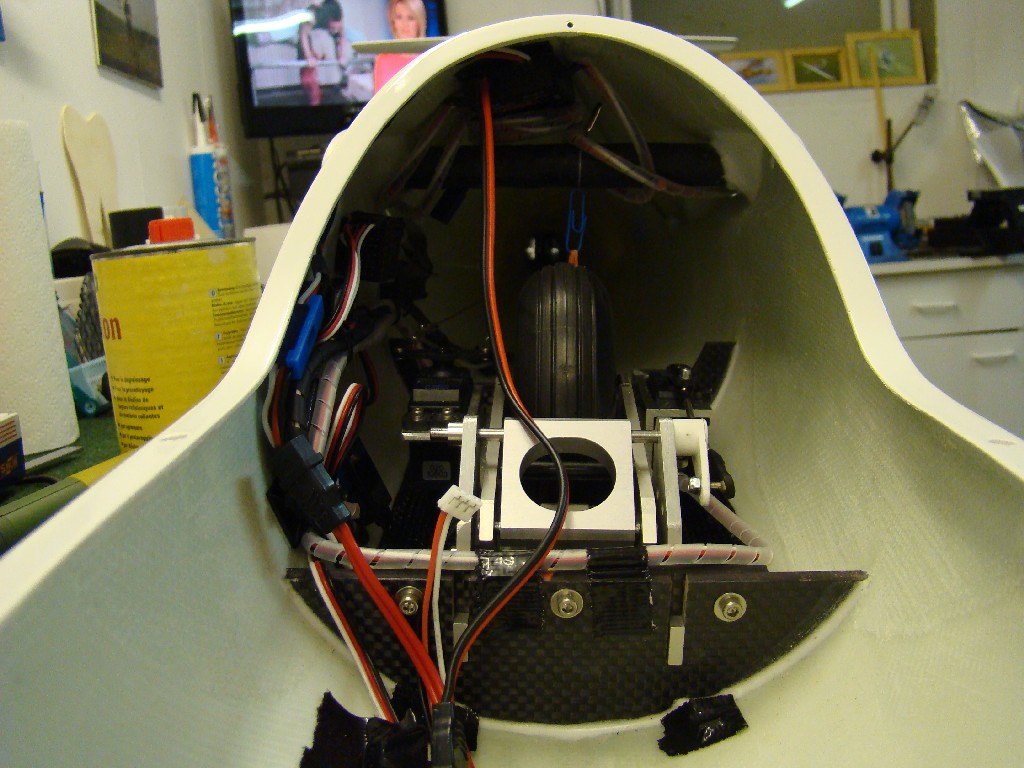
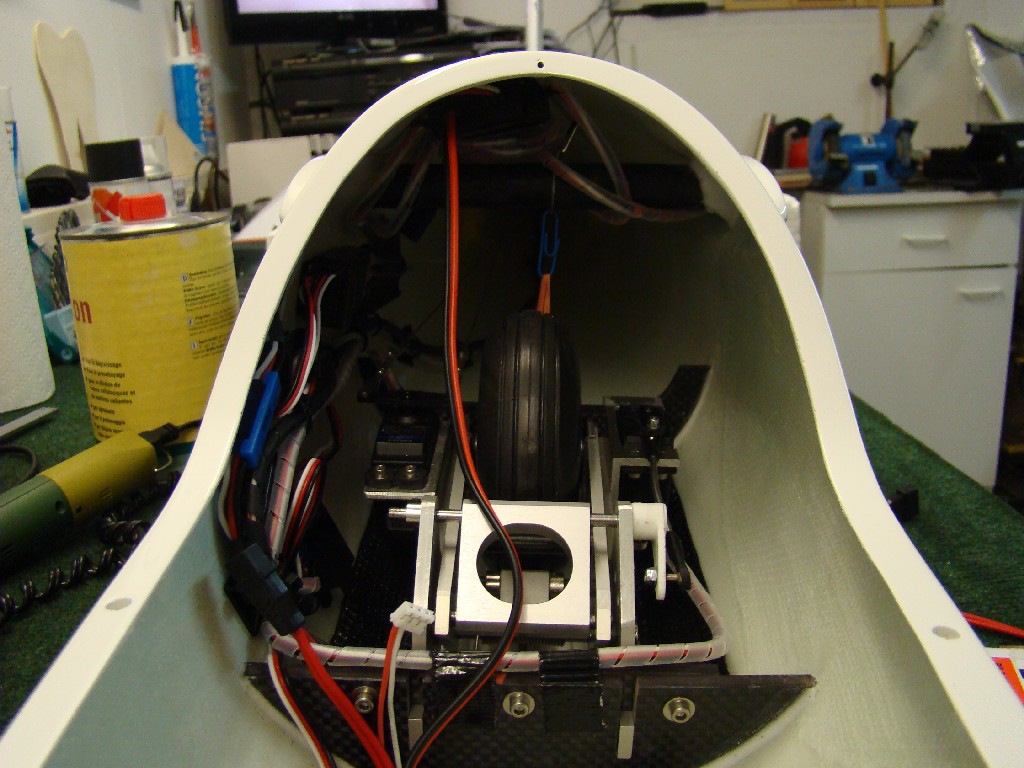
Zuerst geht es an den Einbau des Einziehfahrwerkes der Firma Fema. Da der Rumpf aus der alten Zeit ein Loch für ein starres Rad hat, wurde der Ausschnitt wieder zu laminiert. Dann kommt das Anpassen der Spanten und das Kohlefaserbeschichten.
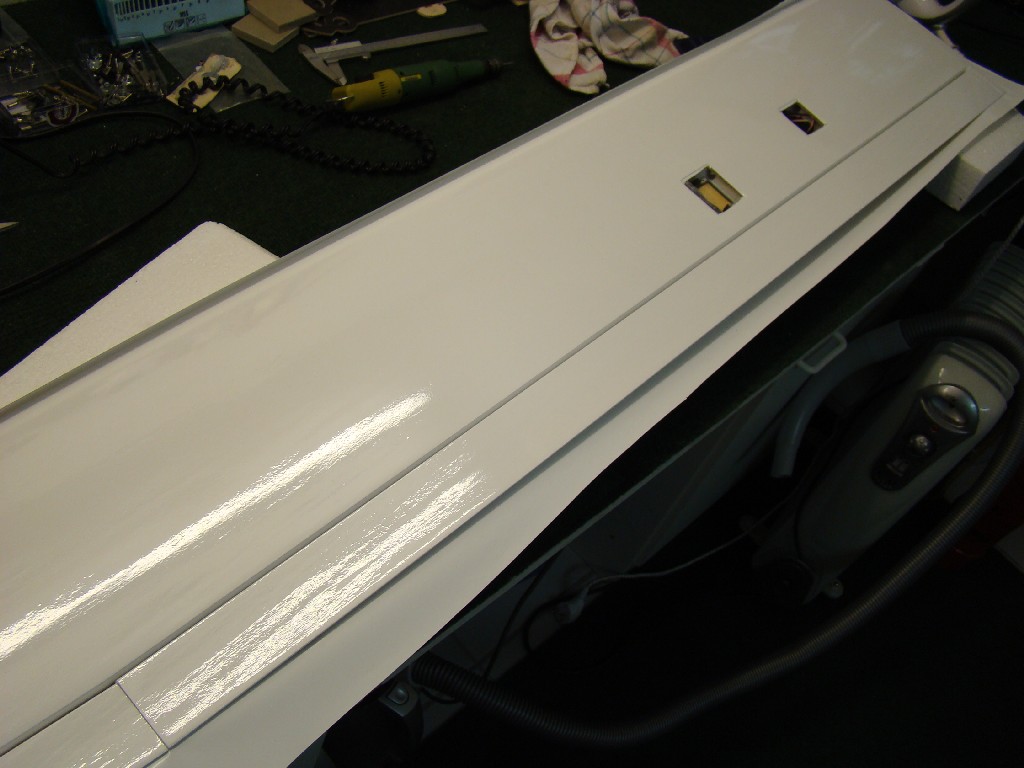
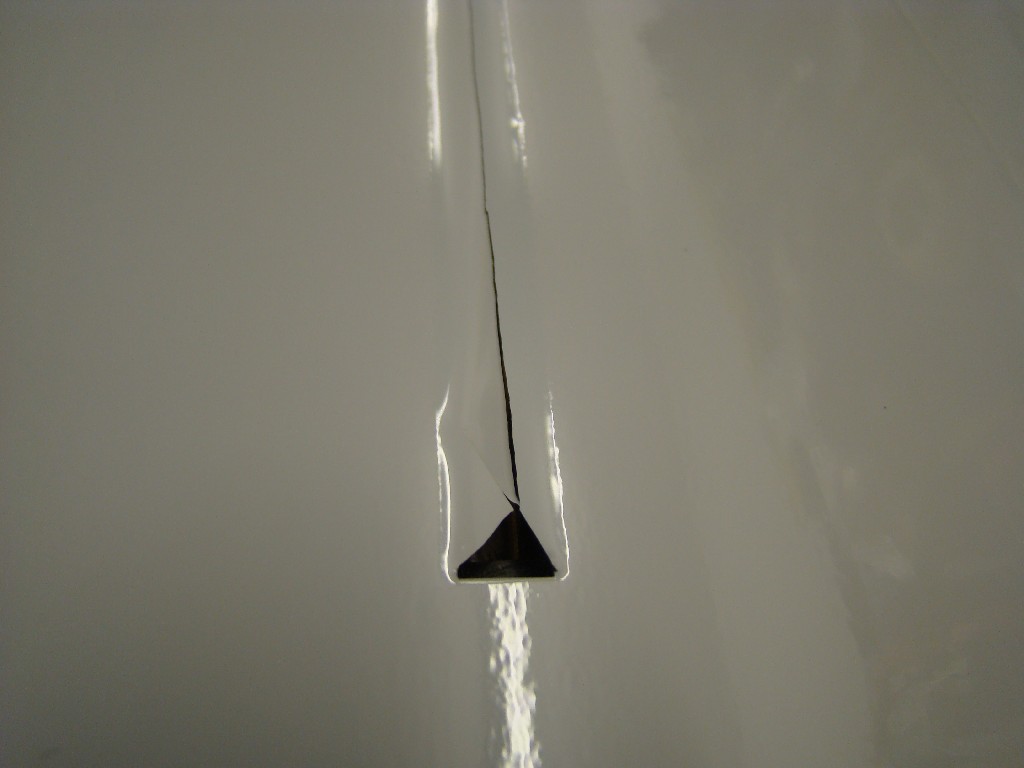
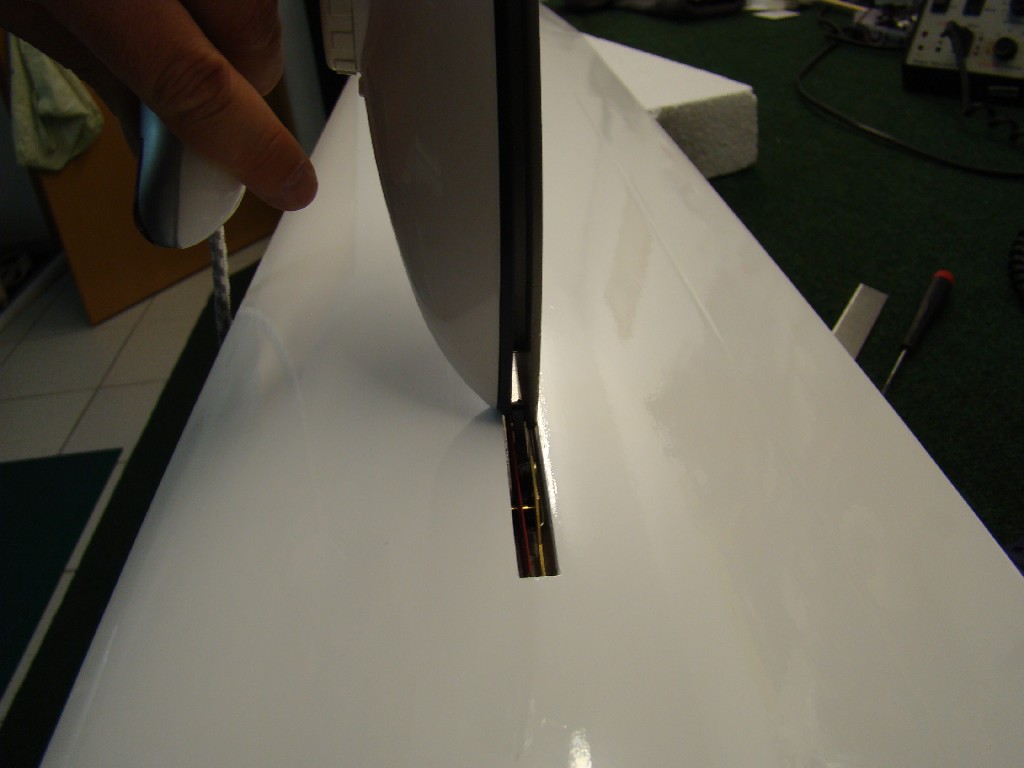
Die Klappen wurden ausgeschnitten und mit Scharnieren von Florian Schambeck versehen.
|
|
|
|
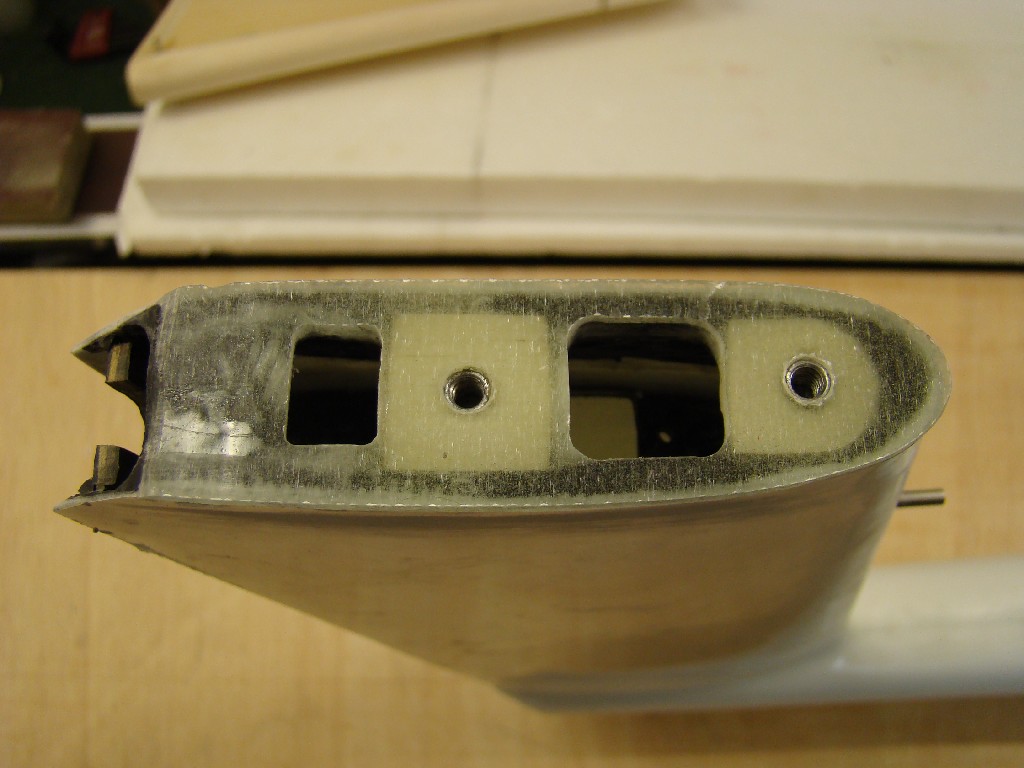
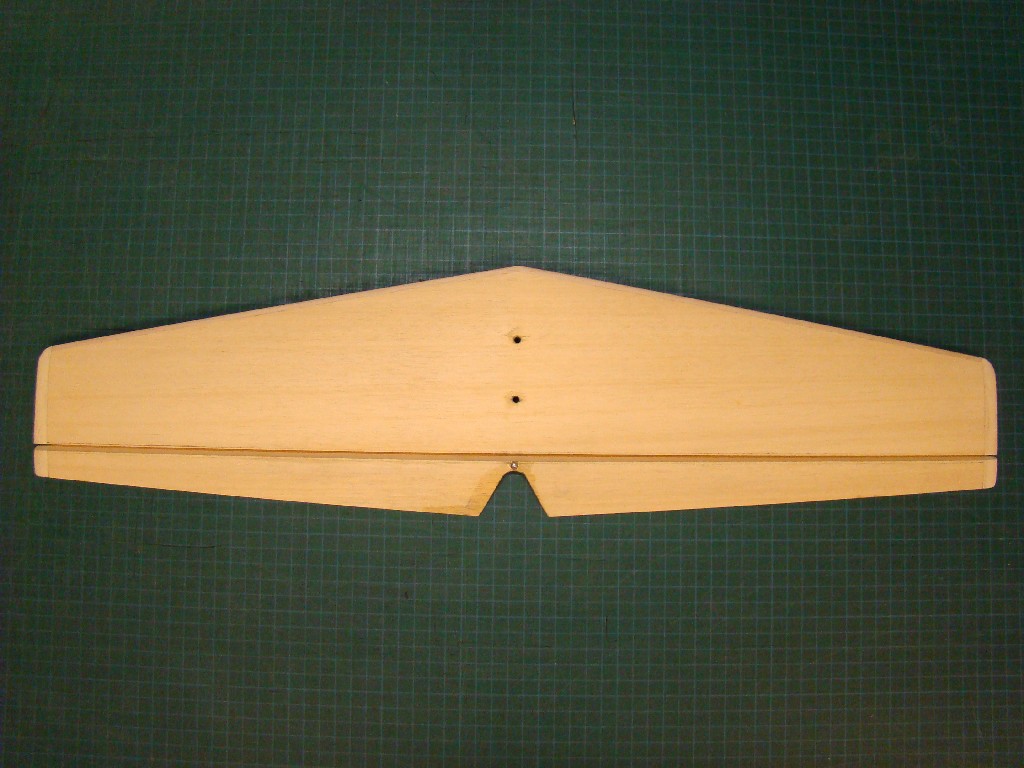
Tragflächen und Leitwerke
|
Dann geht es an die Tragflächen und Leitwerke.
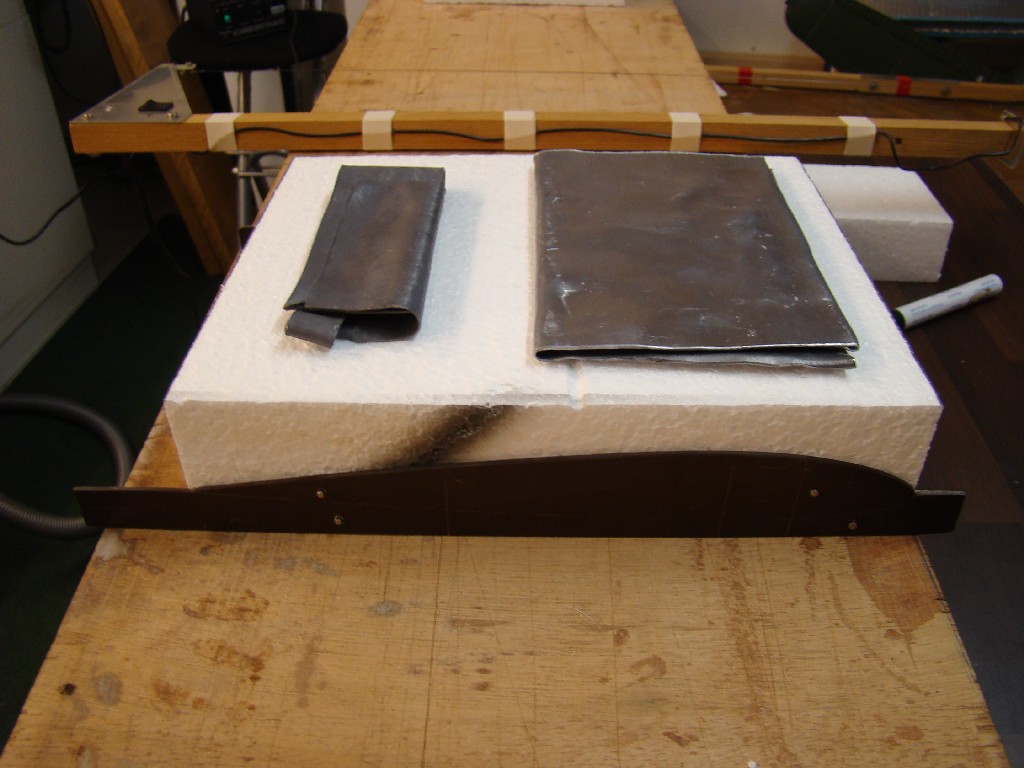
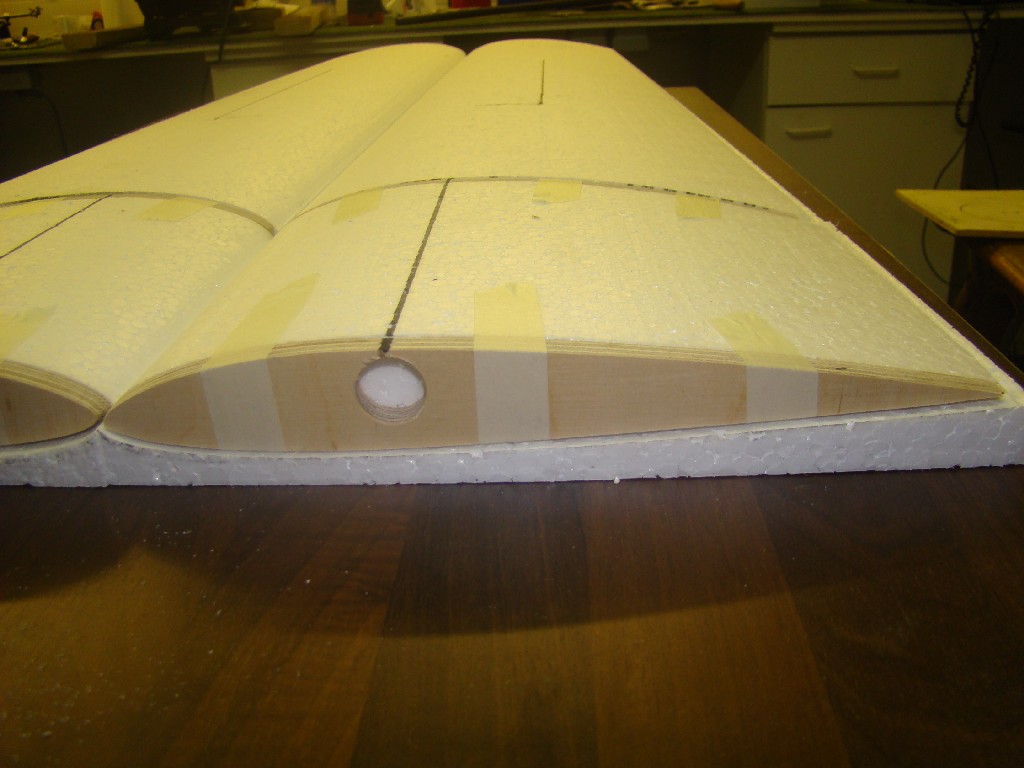
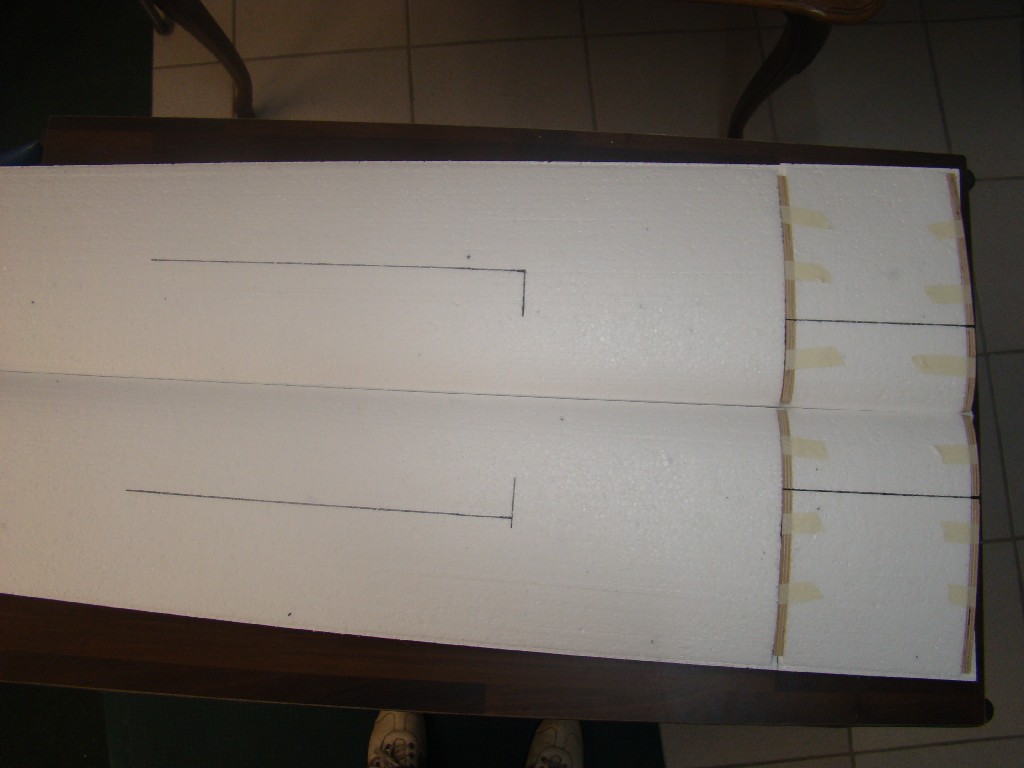
Da am Rumpf ein altes Ritz Profil angeformt ist, ich aber lieber ein modernes HQW verwenden wollte, musste ein bischen mehr Arbeit in das Rippen- und Kernescheiden investiert werden. An der Wurzel muss zwangsläufig das alte Profil wegen des Flächenanschlusses genommen werden, was dann bei 15 cm auf das HQW Profil übergeht.
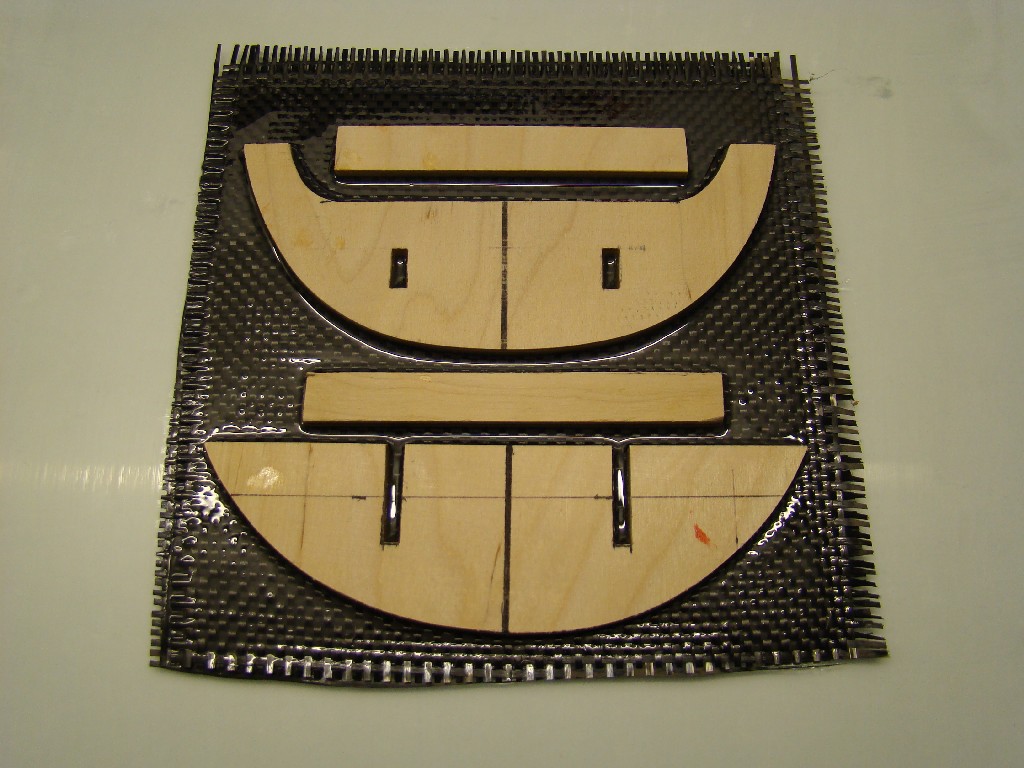
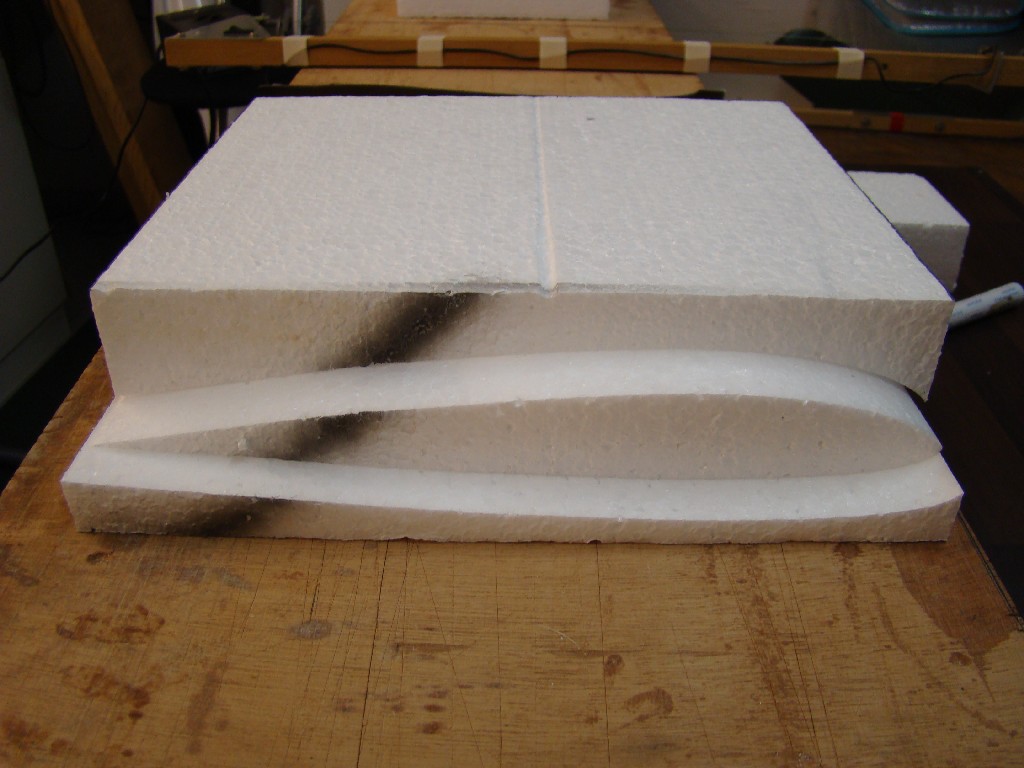
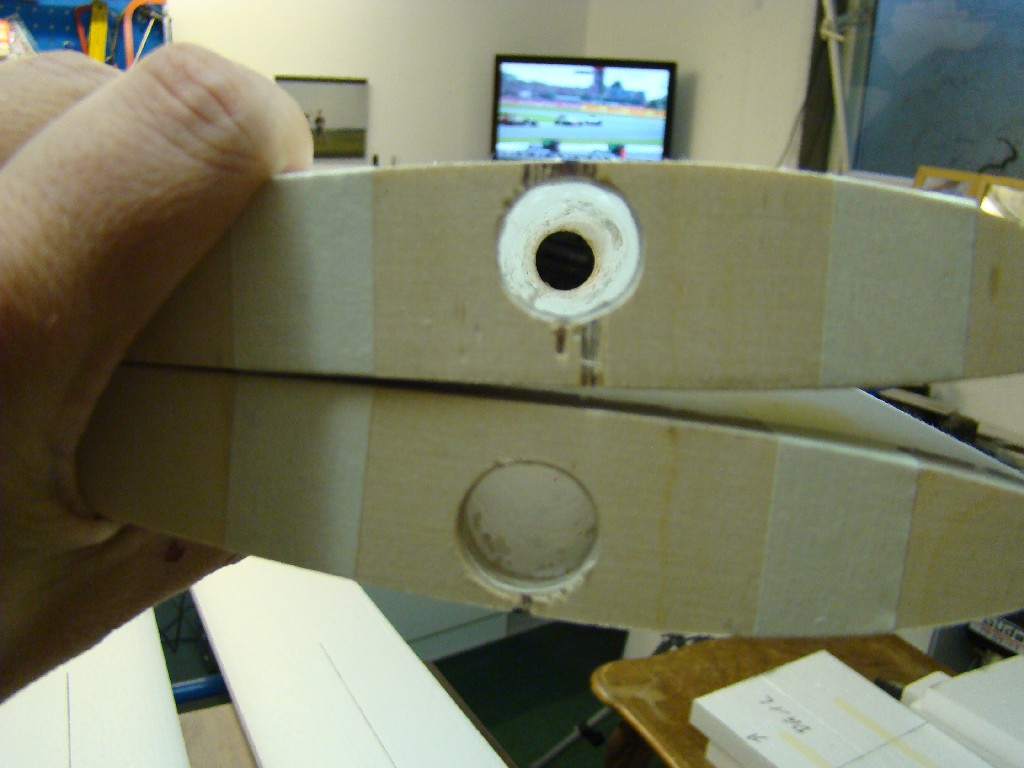
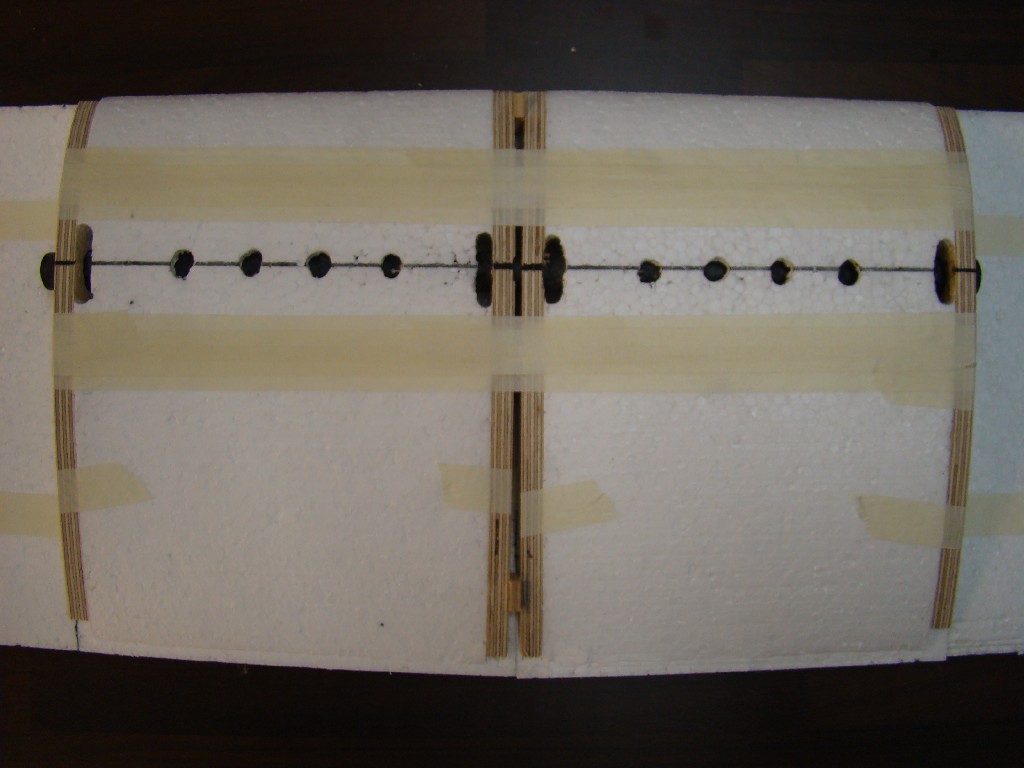
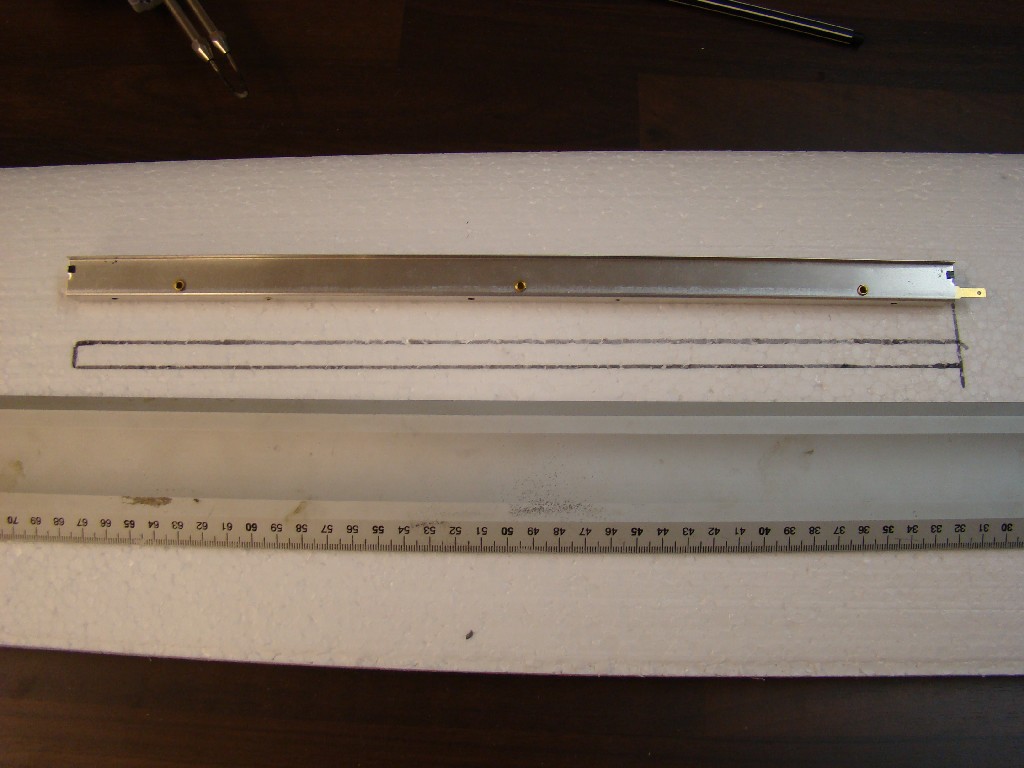
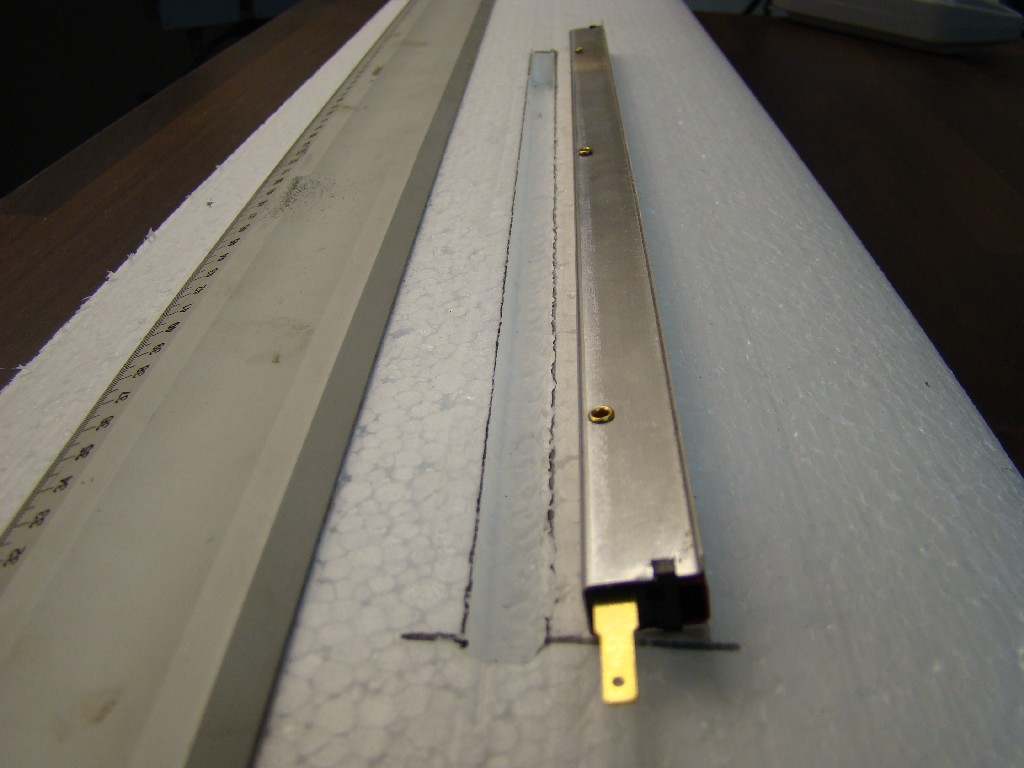
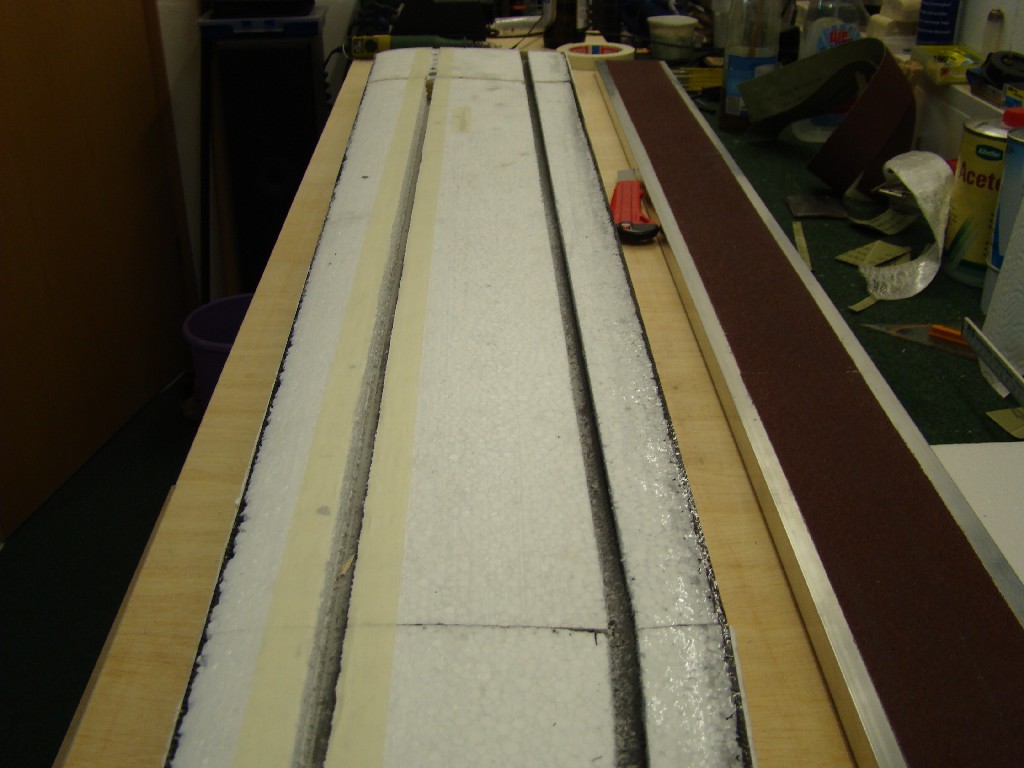
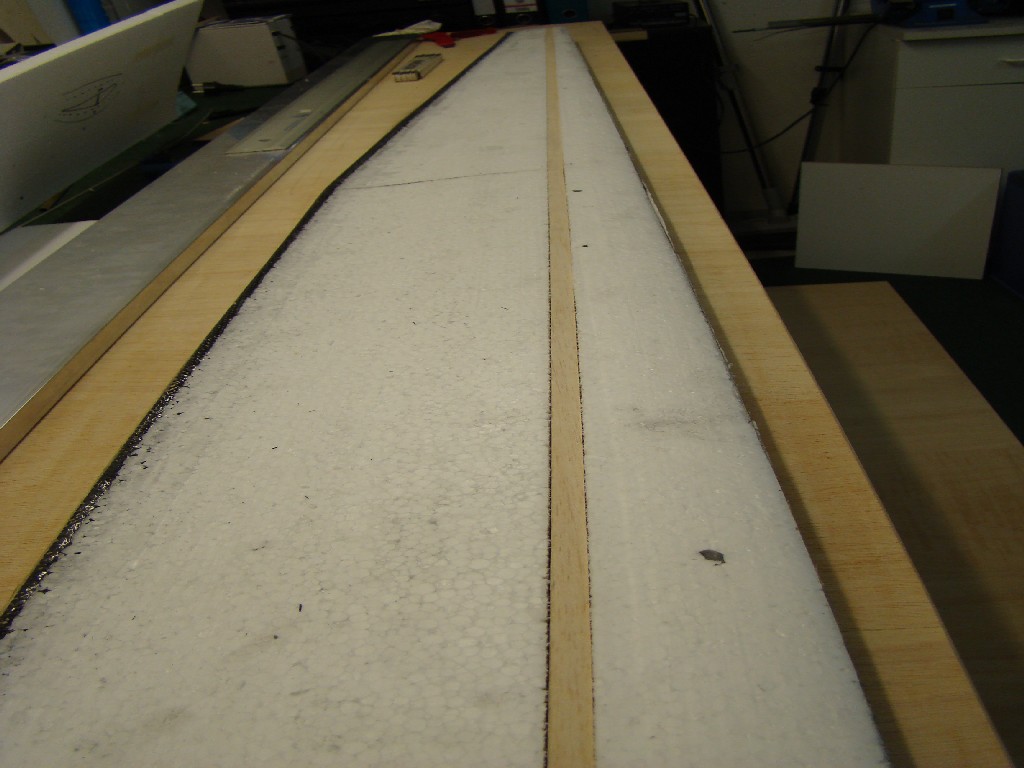
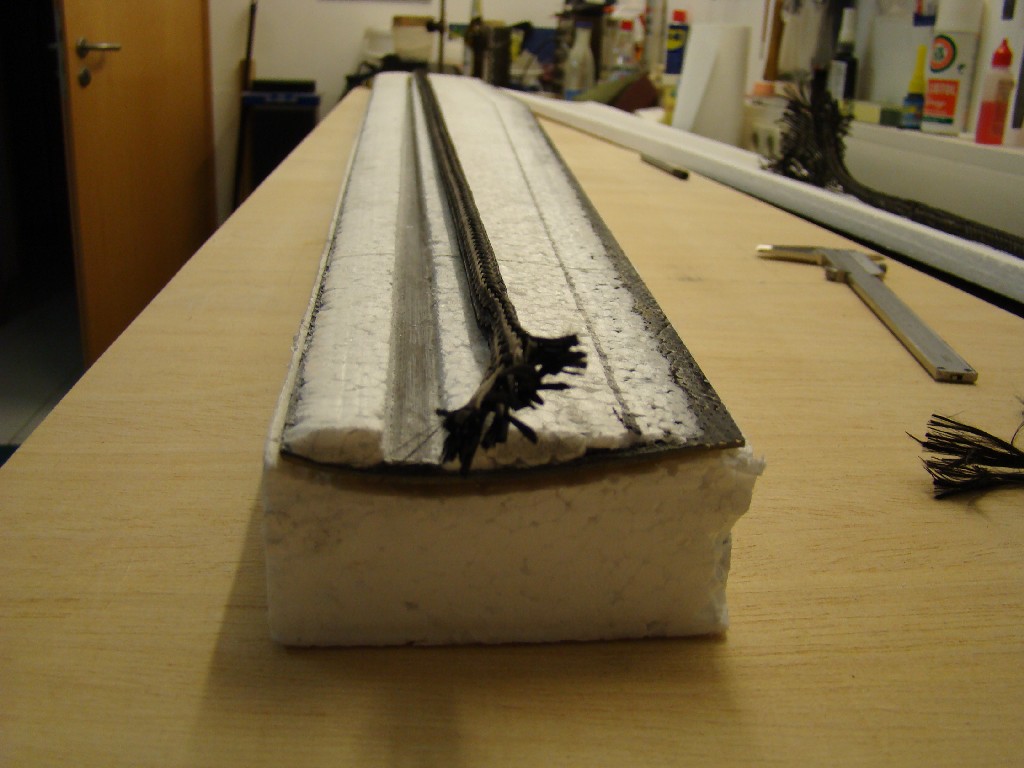
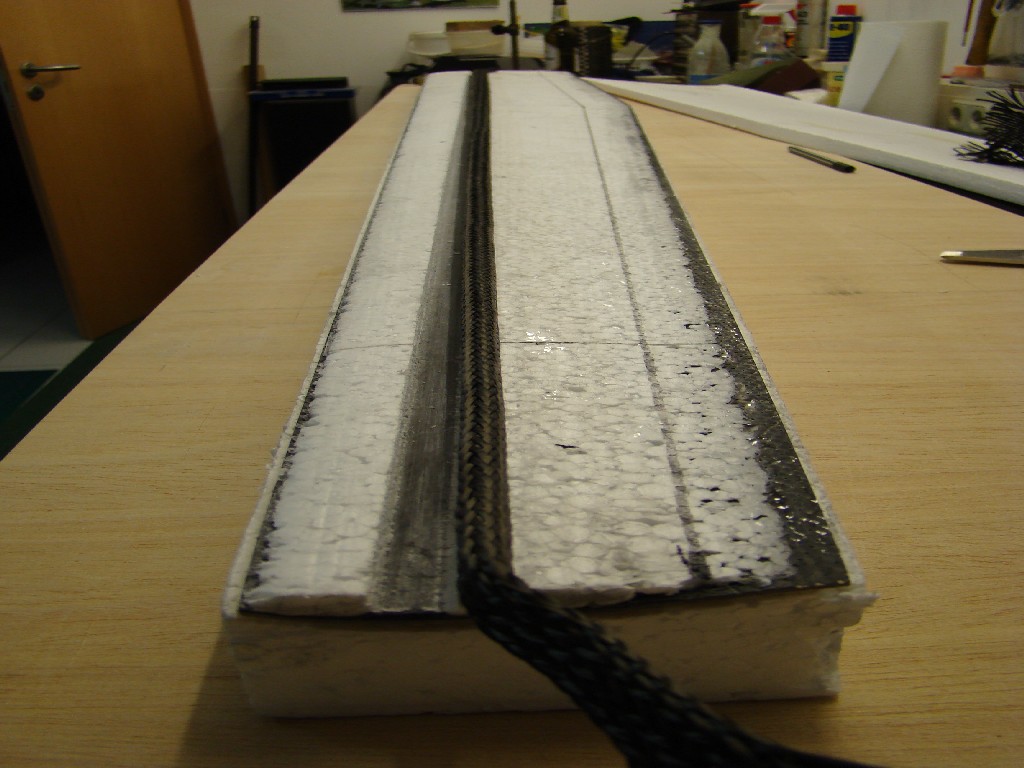
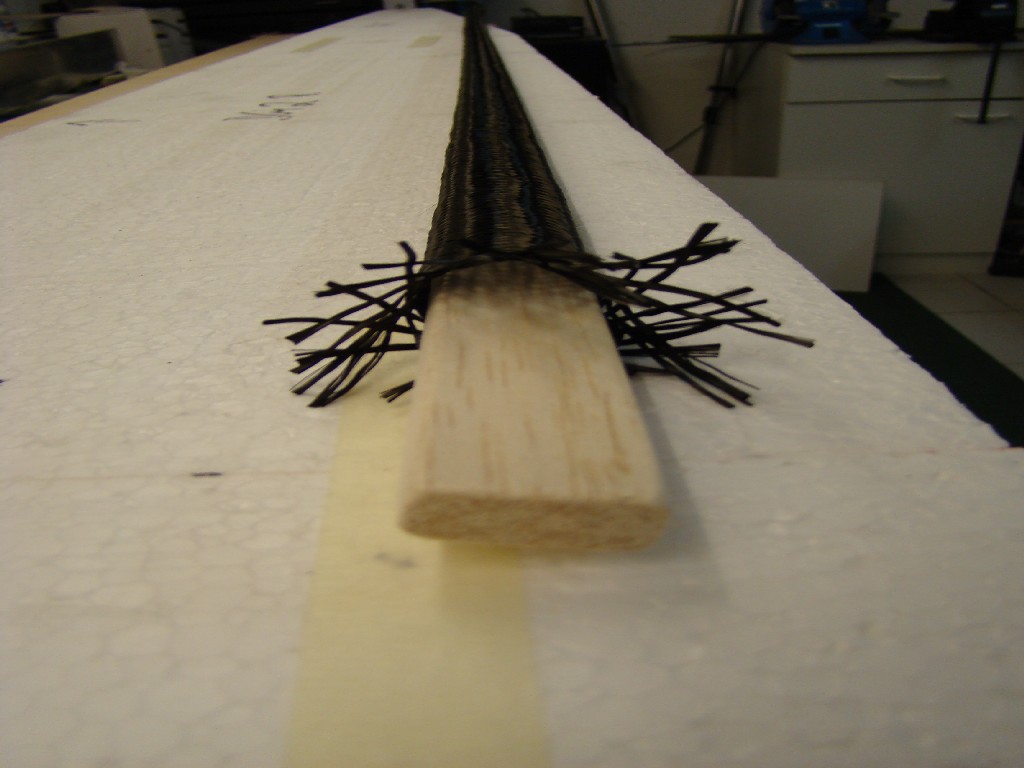
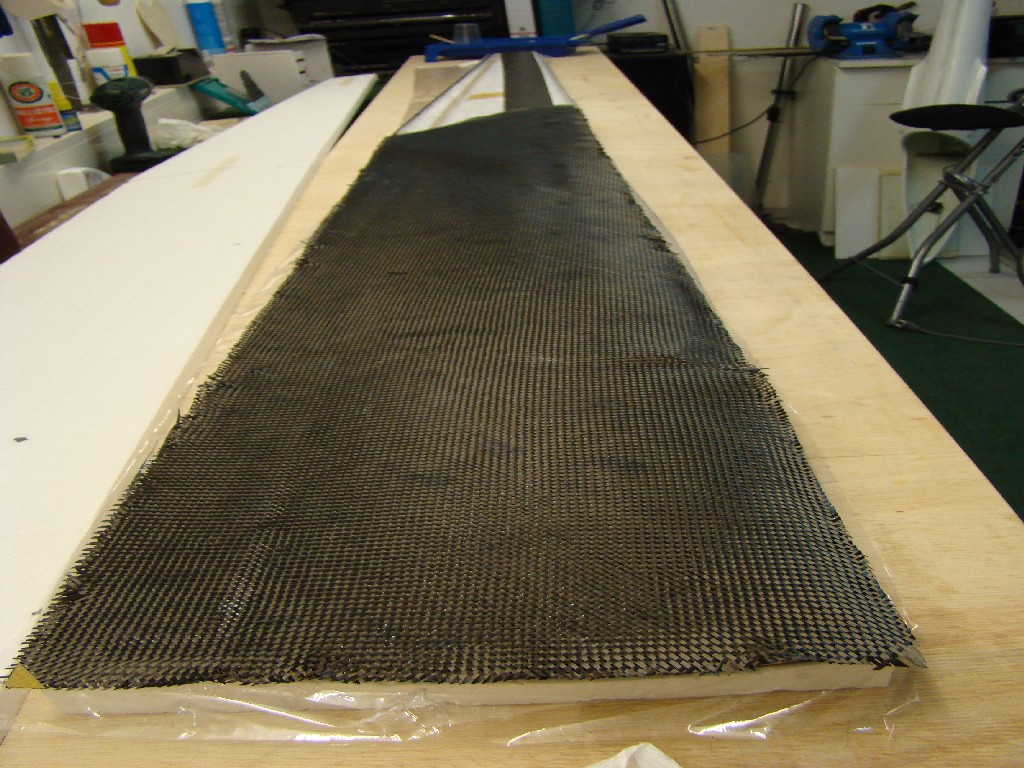
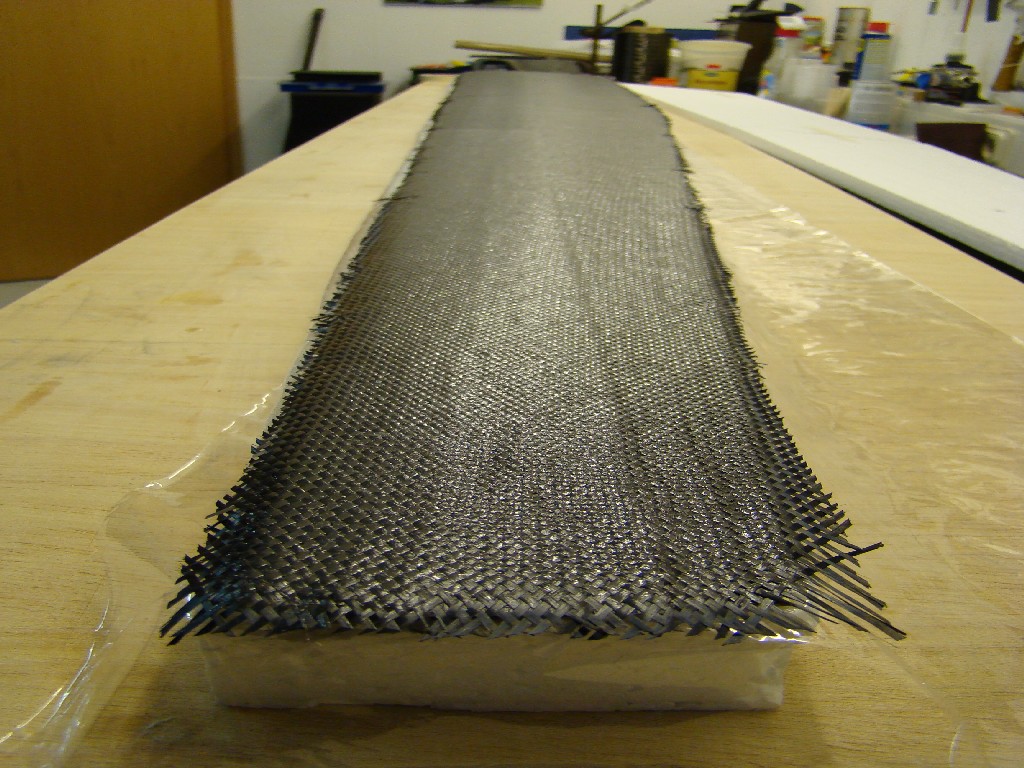
Zuerst geht es ans Rippen anfertigen, Styropor schneiden und Kerne für die Einbauten vorbereiten. Bei der Steckung (18 mm Stahl mit selbstgewickeltem Kohlerohr) arbeite ich mit einer zweiten Rippe und einem durchgehenden Holm aus Balsa und Kohleschlauch. Oben und unten sind CFK-Rowings und ein Unidirektional CFK-Gewebe als Gurtband. Darauf liegt ein Kohlefaserstück bis über die Störklappe und auf der gesamten Fläche, oben und unten, bidirektionales Kohlegewebe für die Torosionsfestigkeit.
Die Landeklappen sind 37 cm lang und werden unter der Beplankung eingebaut.
|
|
|
|
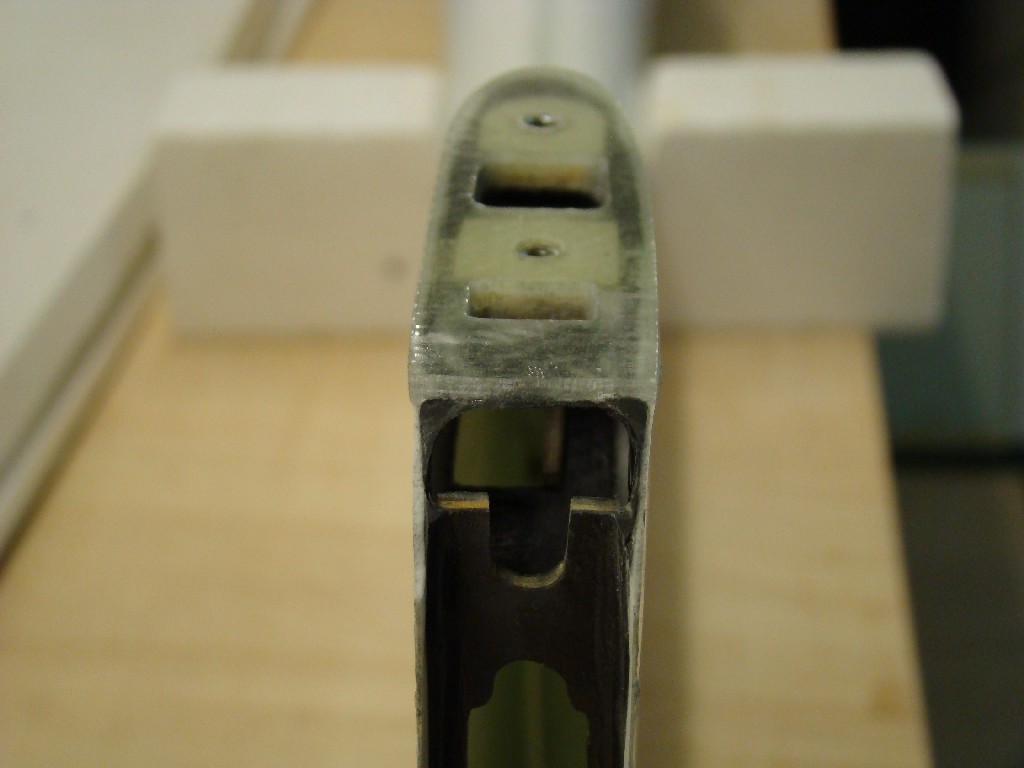
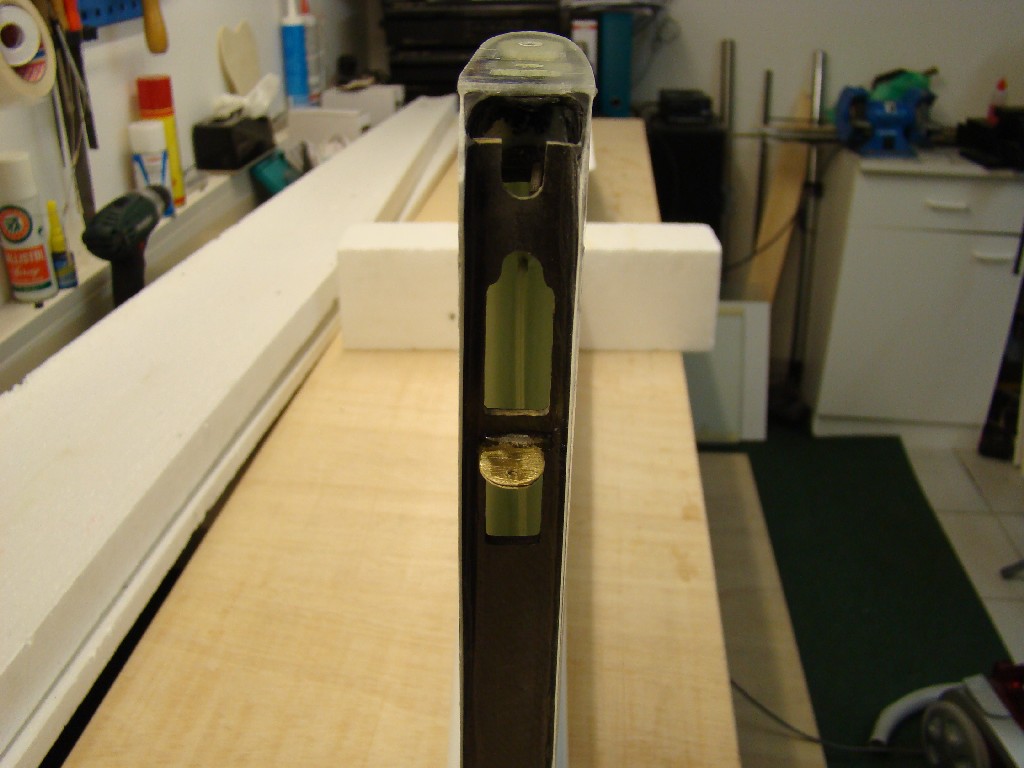
Beplanken und Holmeinnau
|
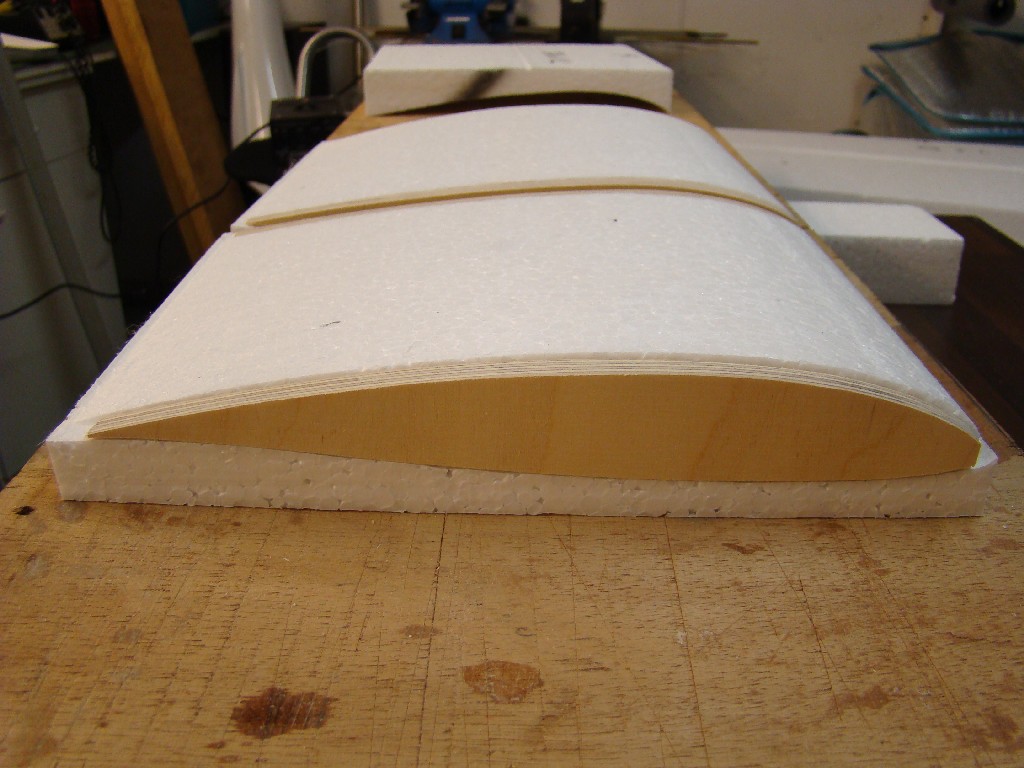
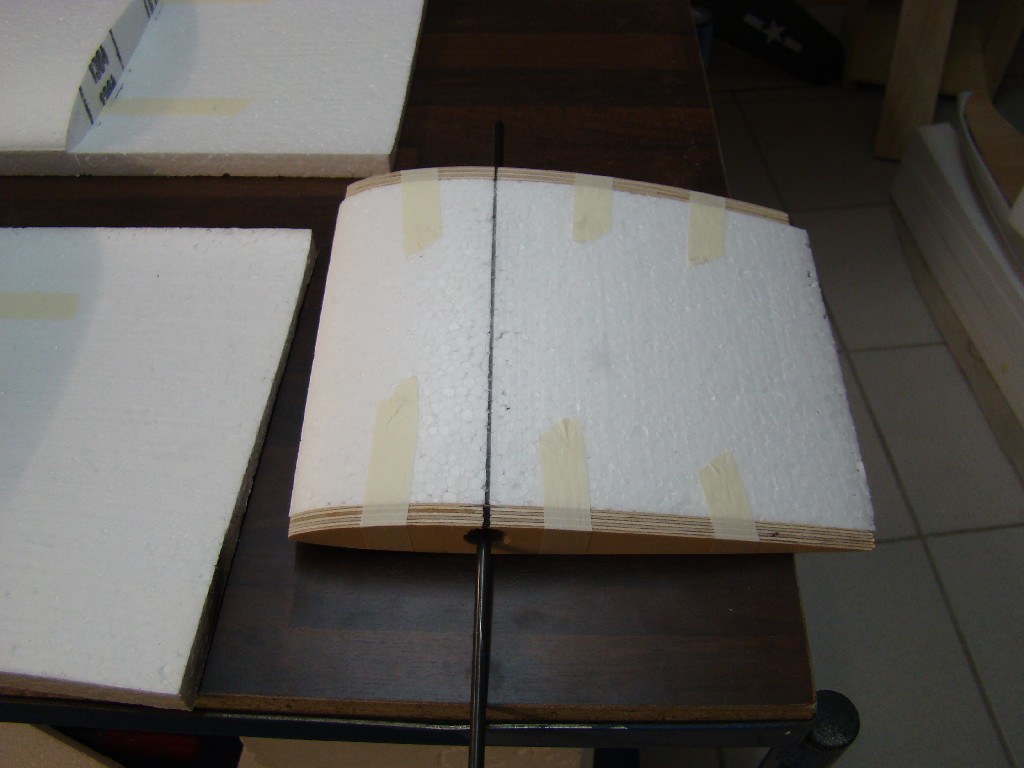
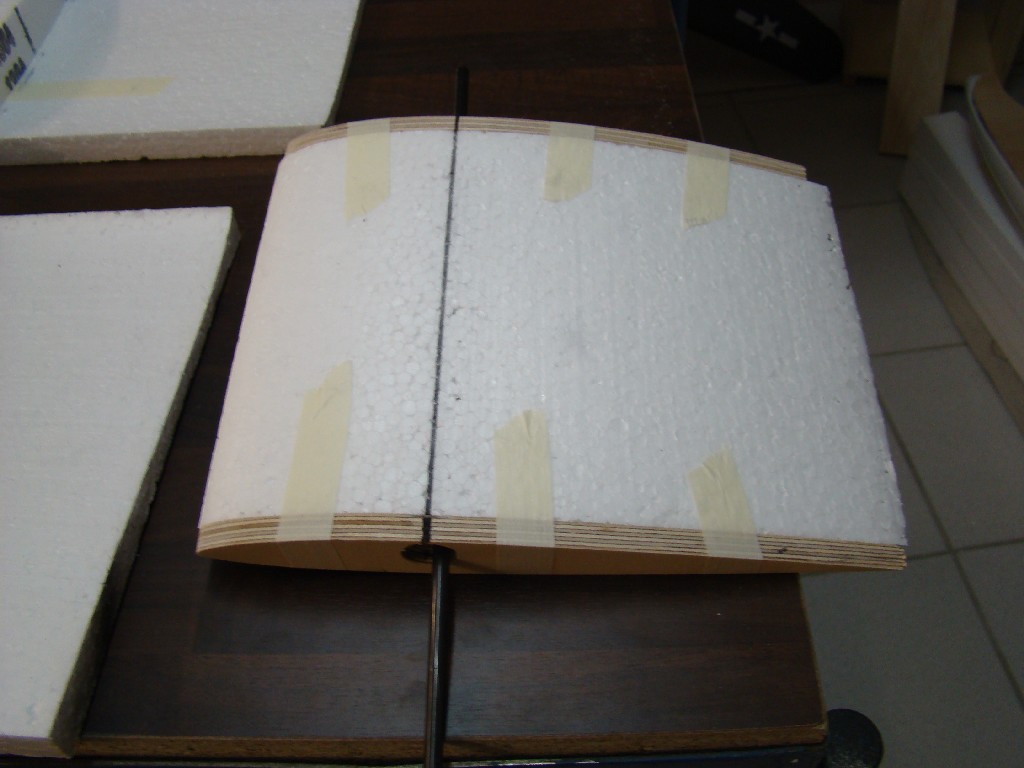
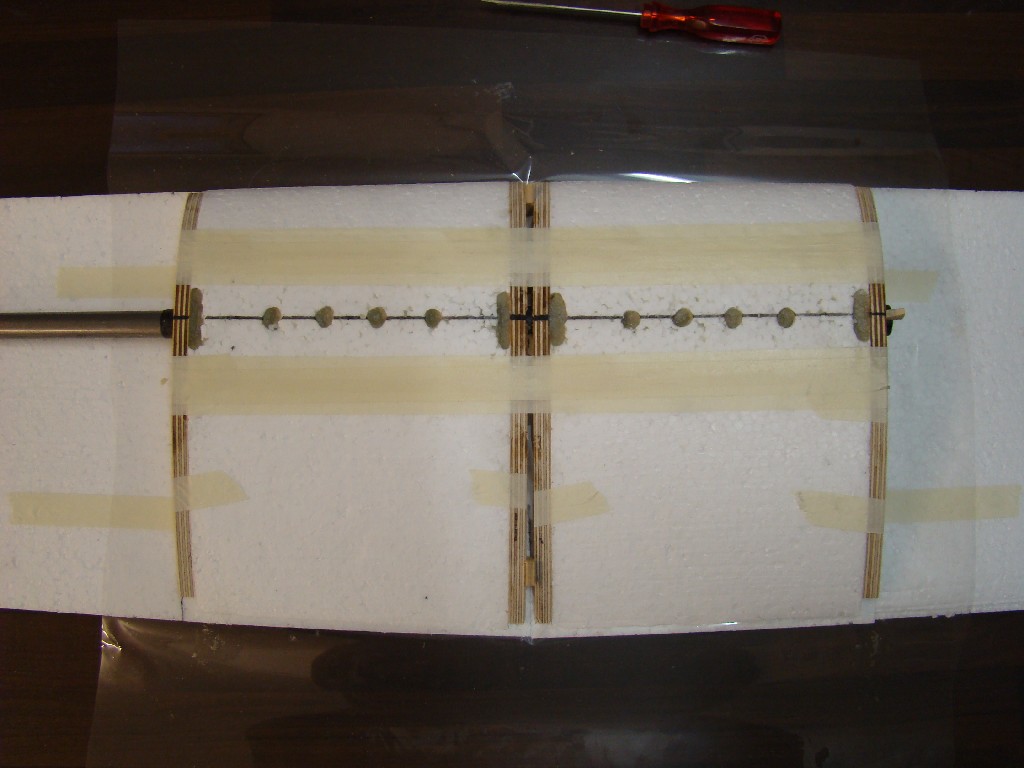
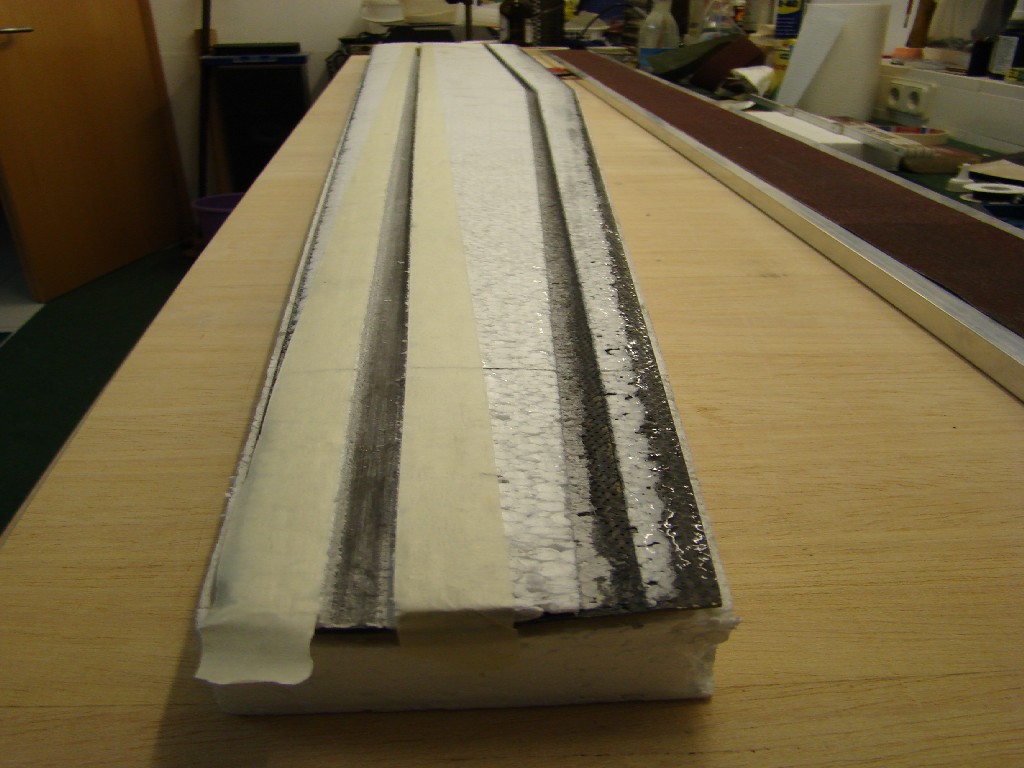
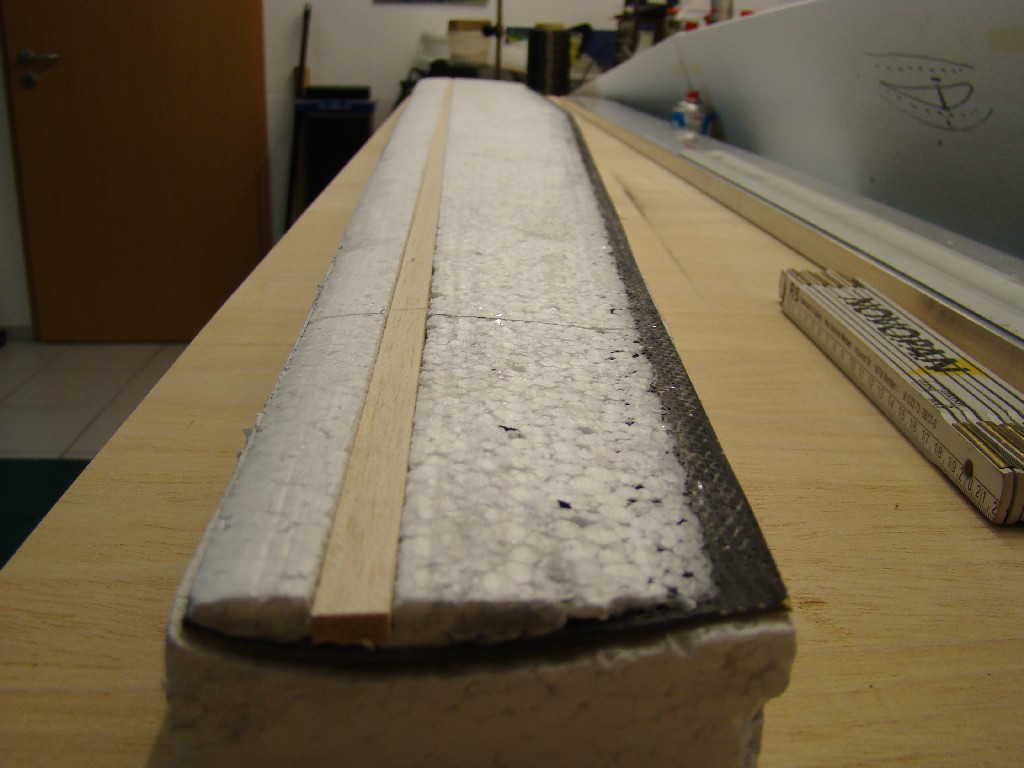
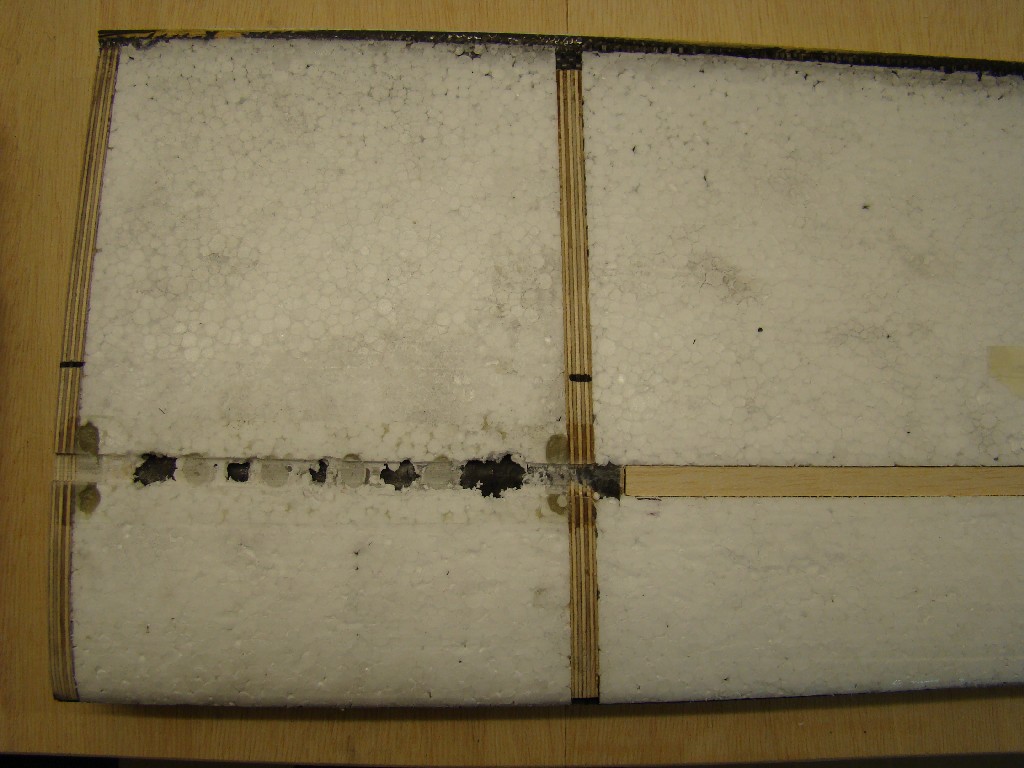
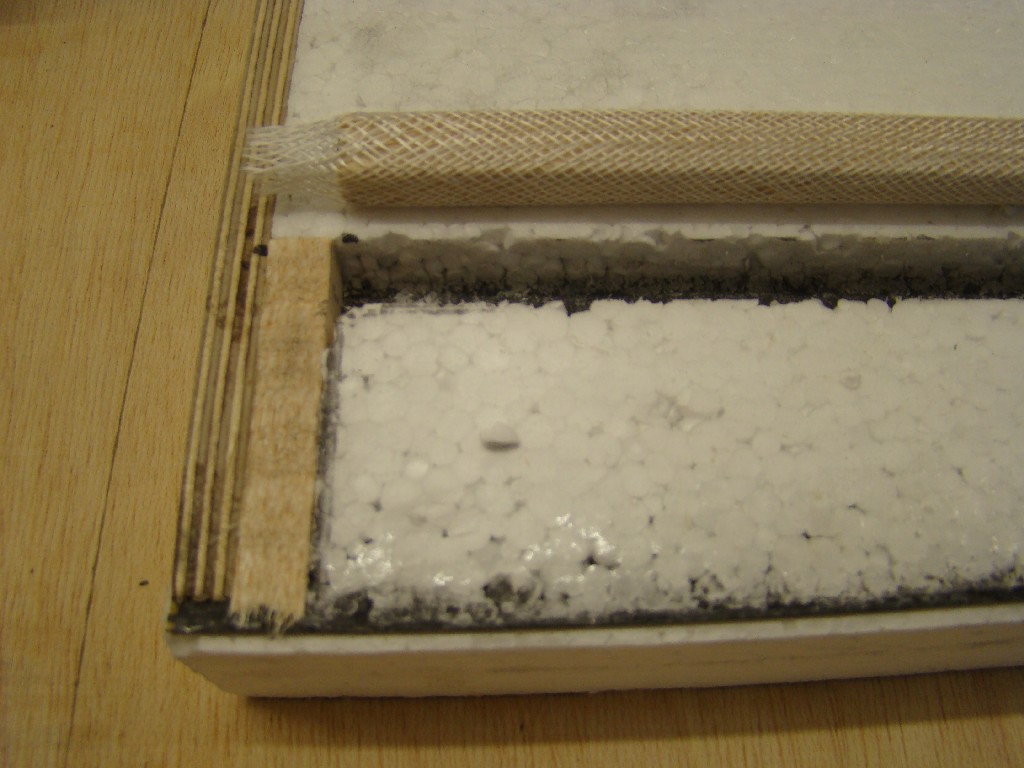
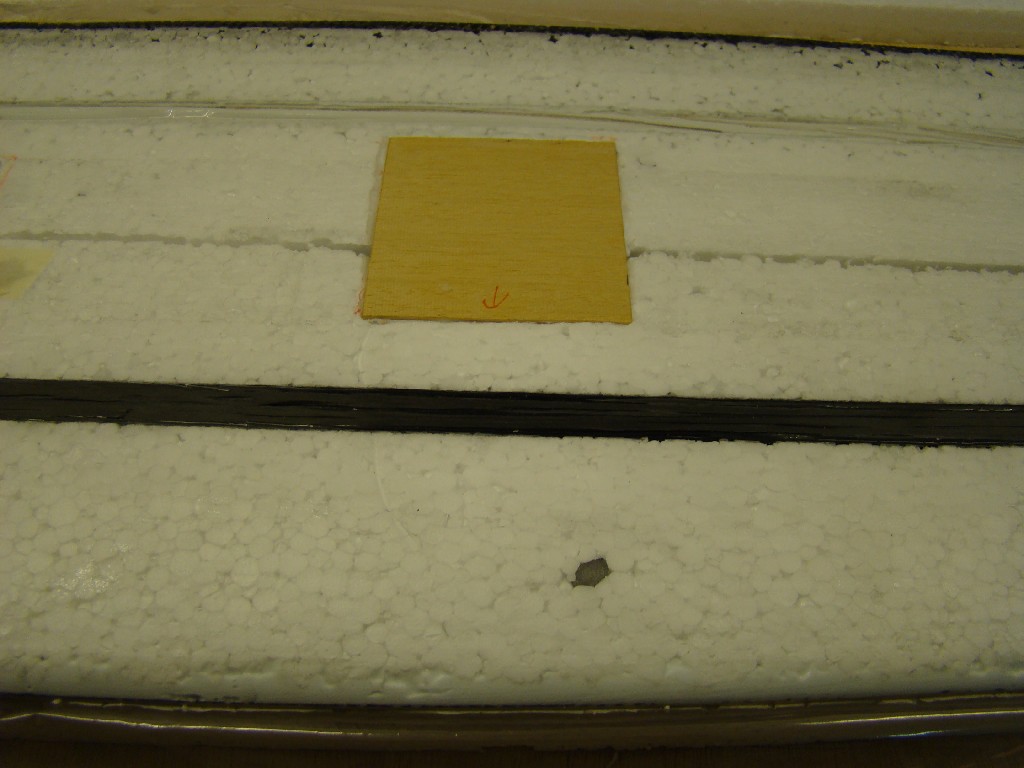
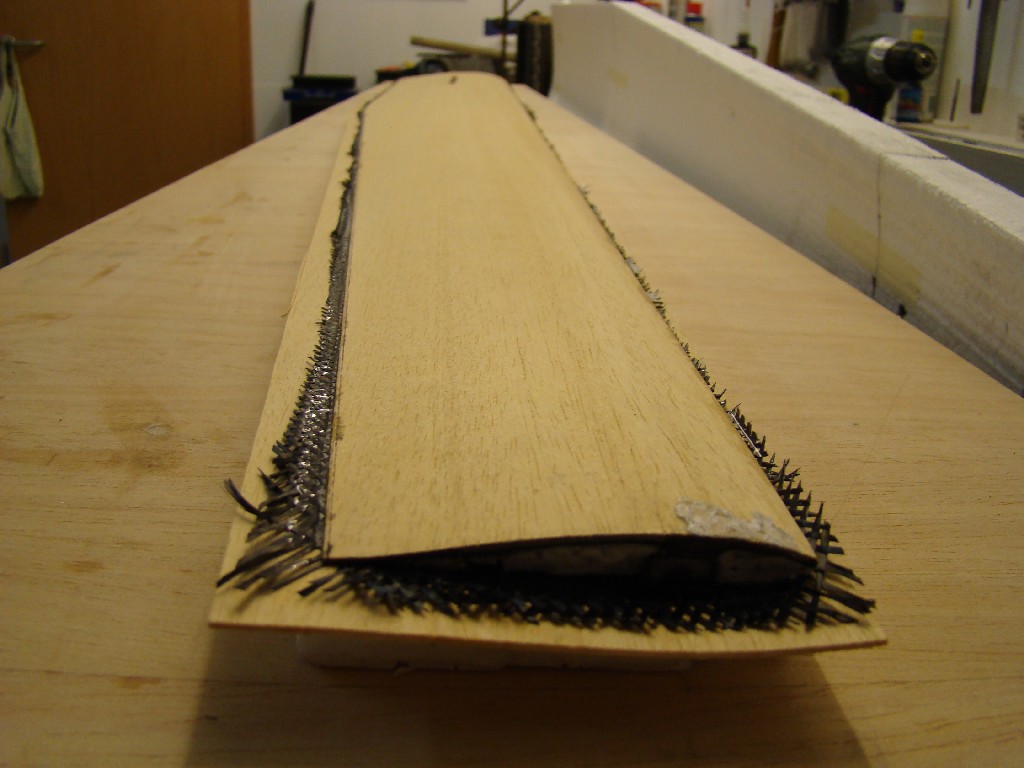
Zuerst wird die Oberseite der Tragfläche mit den ensprechenden Rowings und CFK Geweben beplankt. Nach dem Trocknen wird dann von unten eine 10mm breite Rille in den Kern geschliffen, so das man die Rowings auf der Oberseite trifft. Darein kommt dann der Holm mit Kohleschlauch. Darauf kommen wieder Rovings, das Gurtband und die untere Lage CFK.
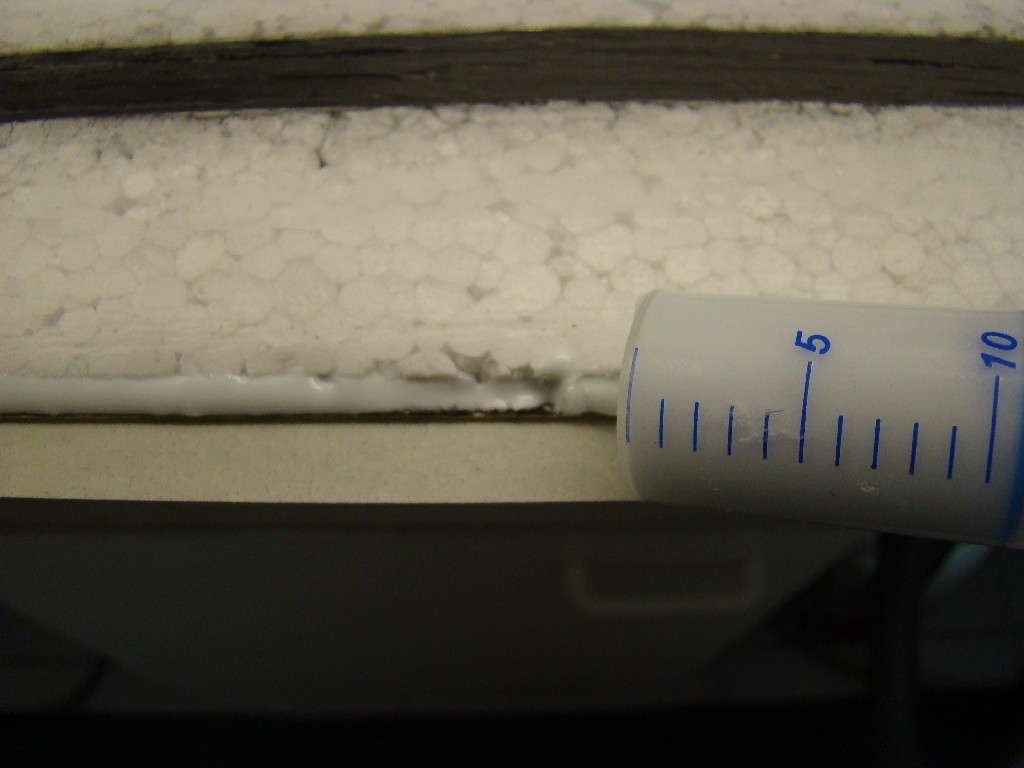
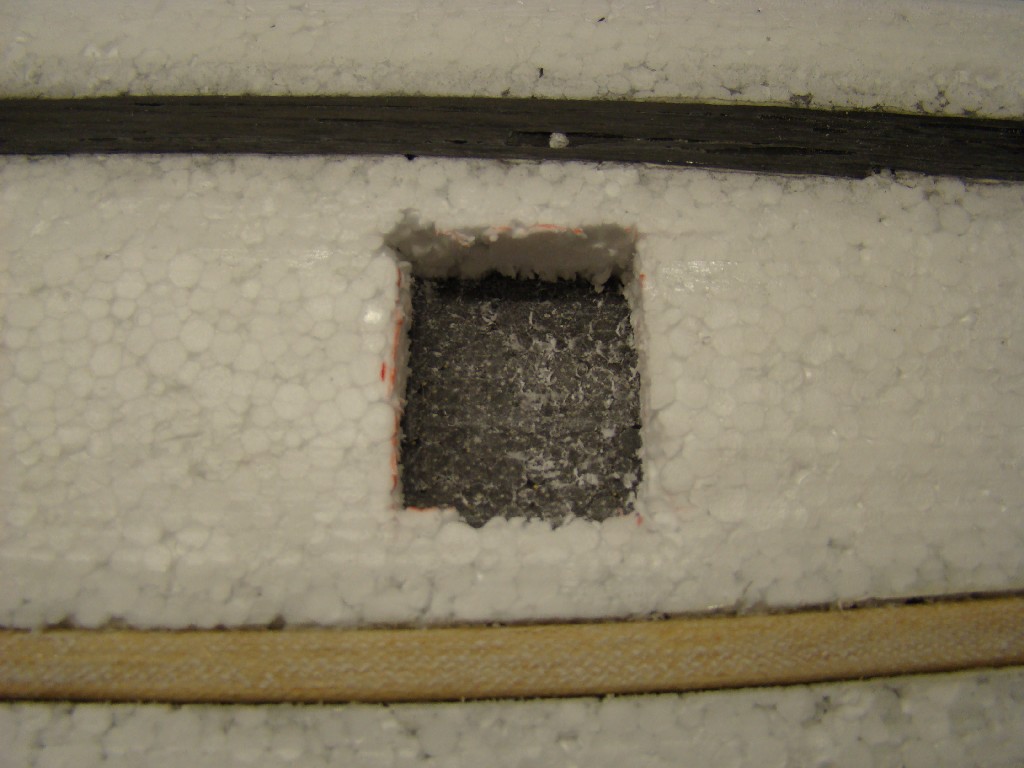
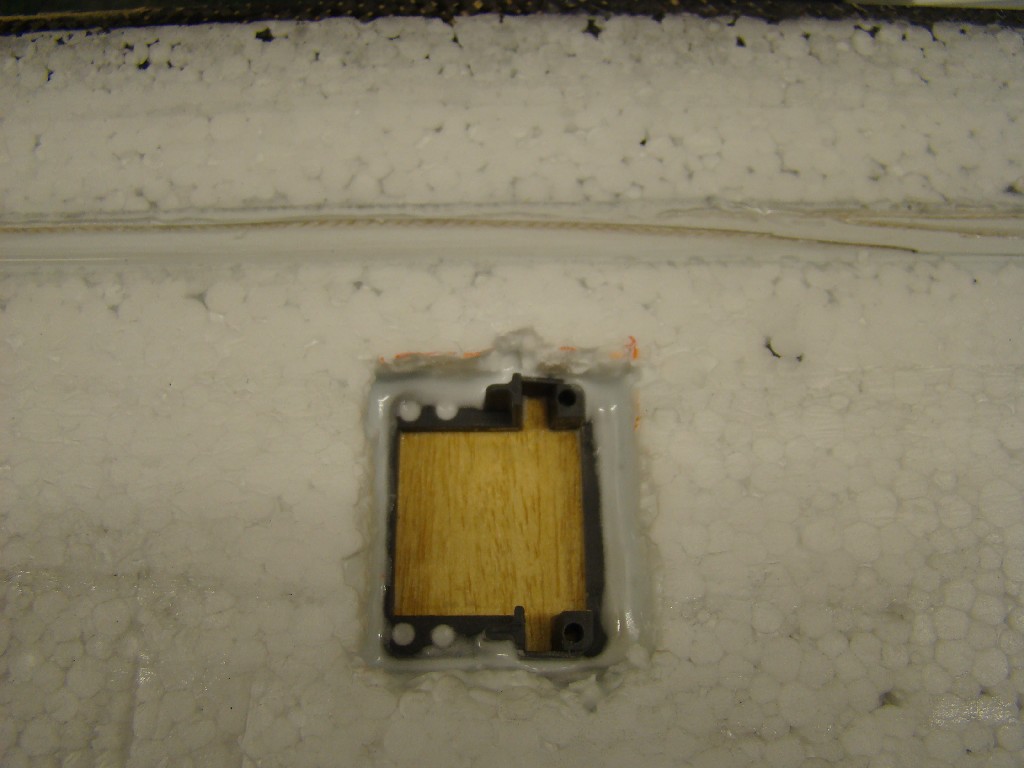
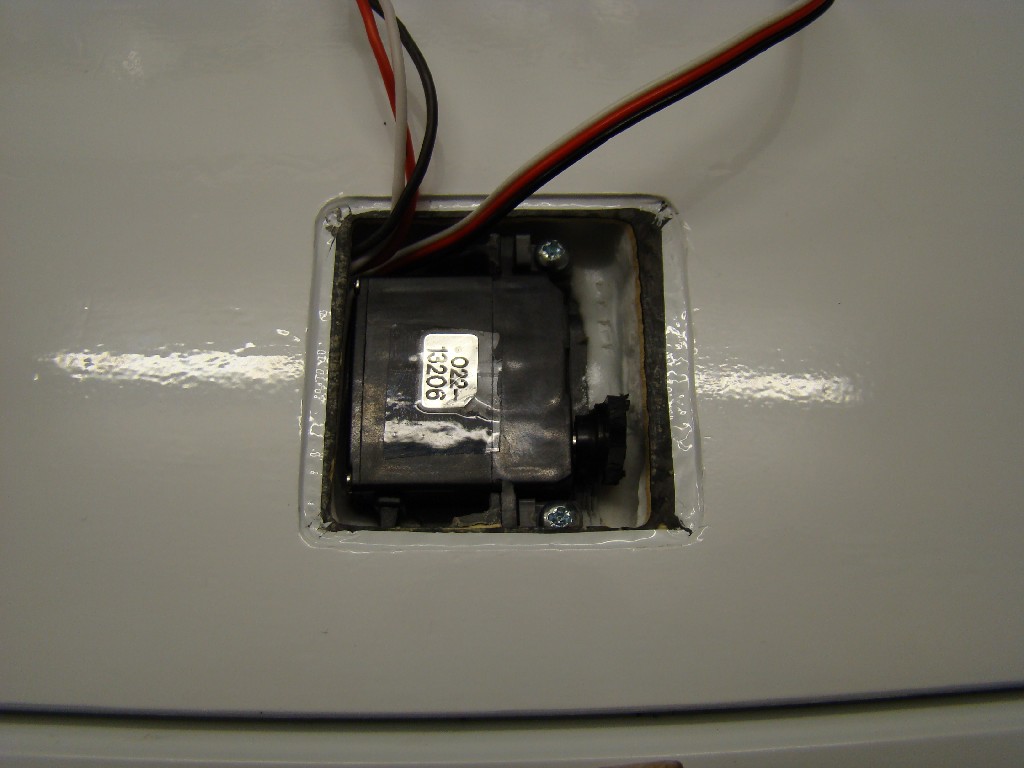
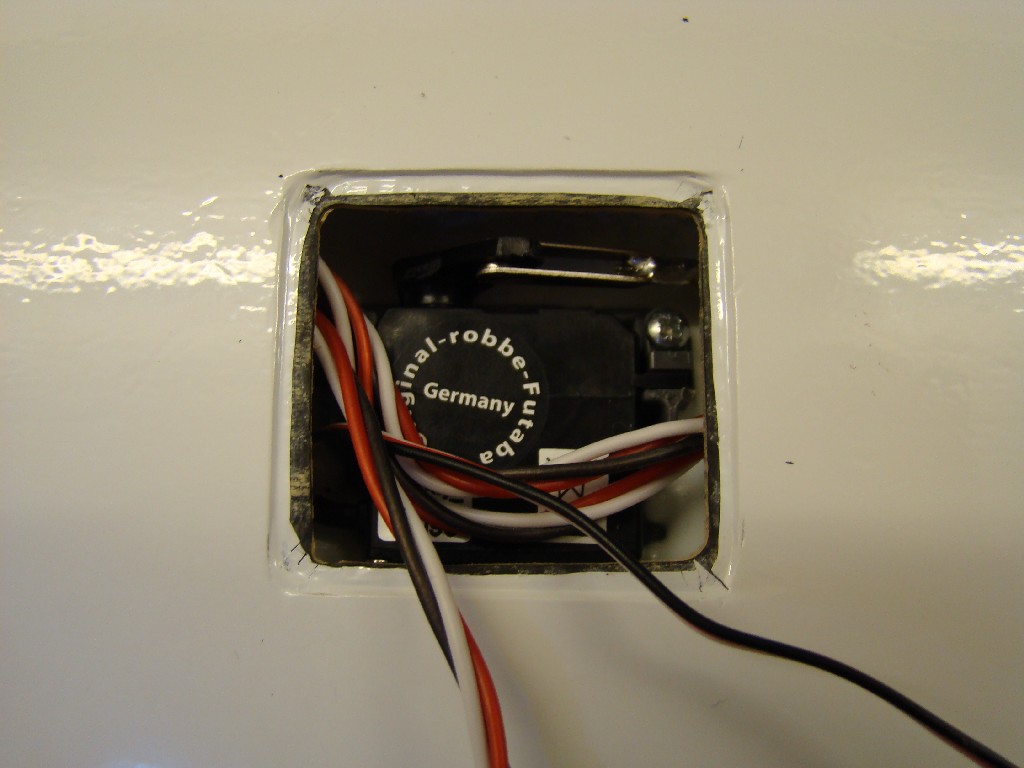
Die Servos, in der Regel Robbe Typ 3150, 3172 werden in Servorahmen von Robbe eingebaut und kommen wie der Kabelkanal vorher in den Styroporkern.
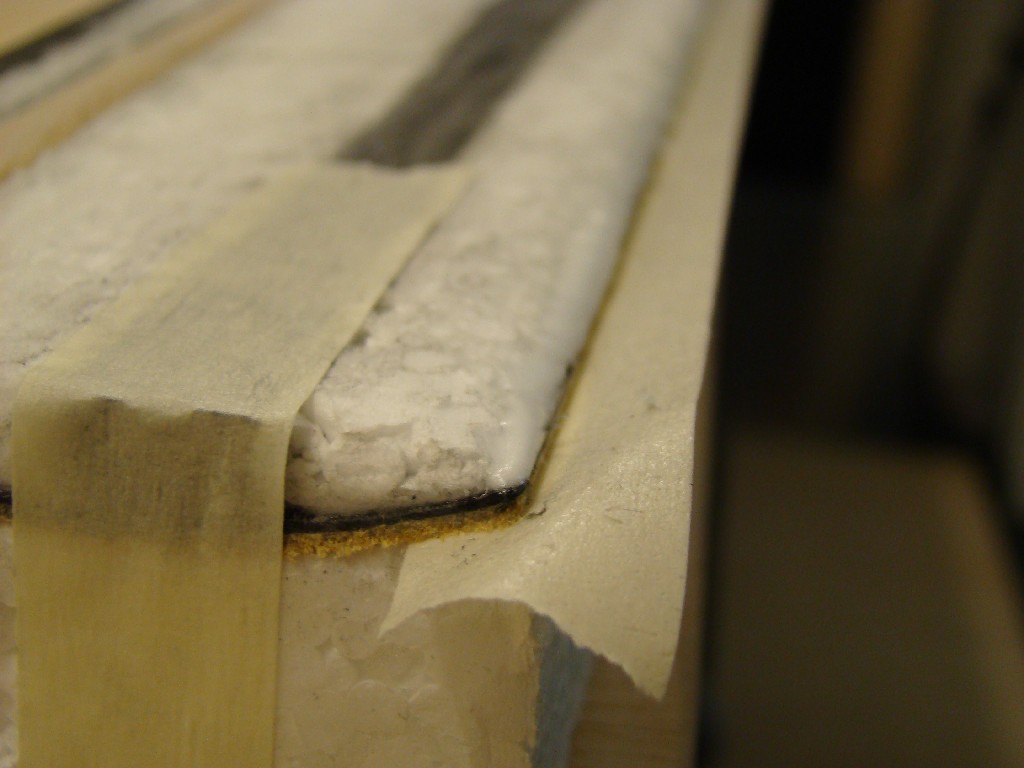
Für die Ruderverkastung wird auch eine Rille von 10mm in den Kern geschliffen, und ein Balsaholm im Glasschlauch einlaminiert. Dann müssen die Ruder später nur ausgeschnitten und schräg geschliffen werden. Als Scharnier dient die Folie.
Diese Art der Ruderverkastung macht es aber später beim Scheifen sehr langwierig. Einfacher und genauso gut ist es nichts zu tun. Die Ruder werden später einfach mit einer Schwingsäge (Bsp: Fein Multimaster) ausgeschnitten, angeschrägt und dann sowohl Tragfläche als auch Ruder mit 0,4mm Sperrholz verkastet. Damit füllt man dann den Schlitz des Multimaster Sägeblattes nur auf.
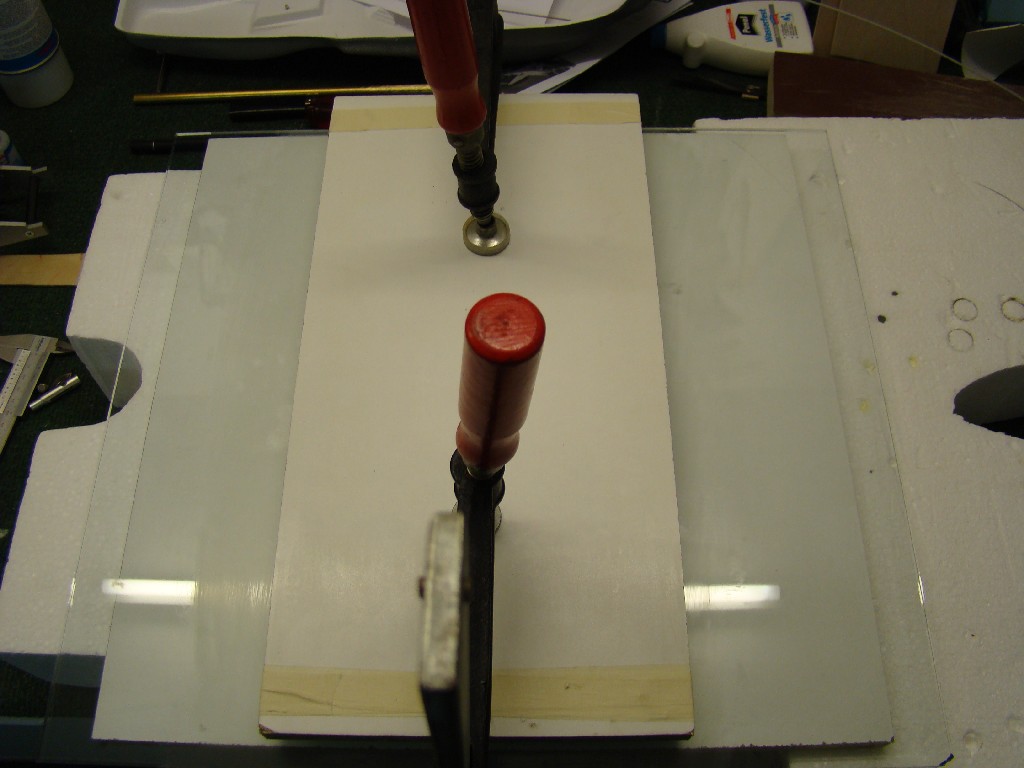
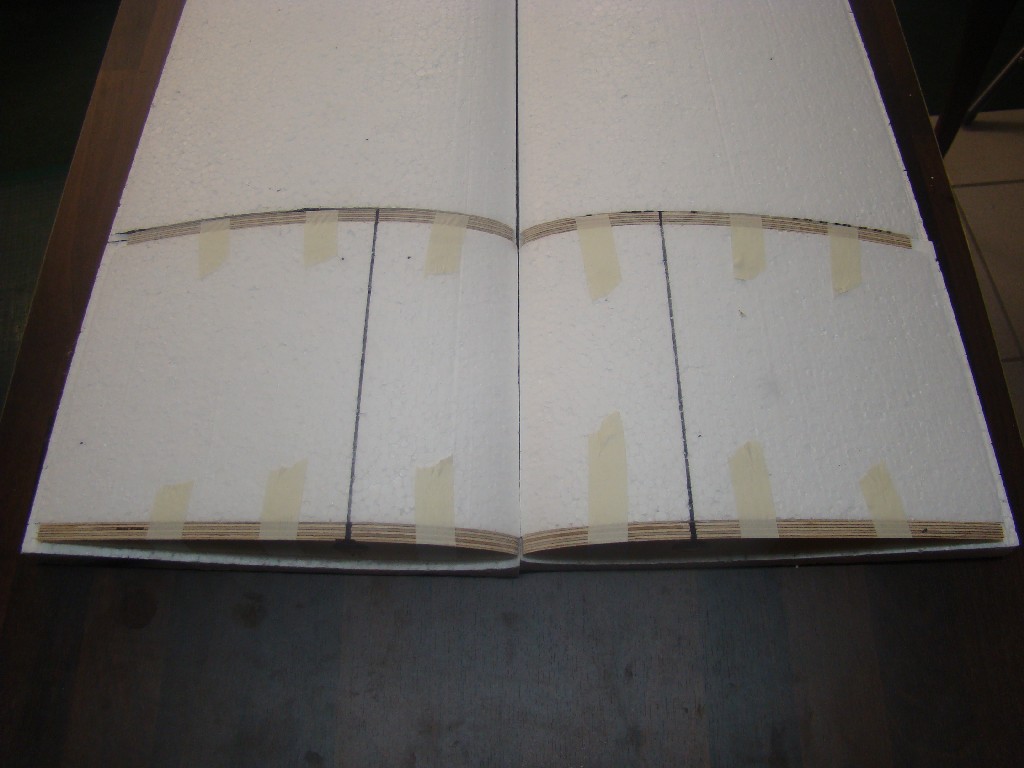
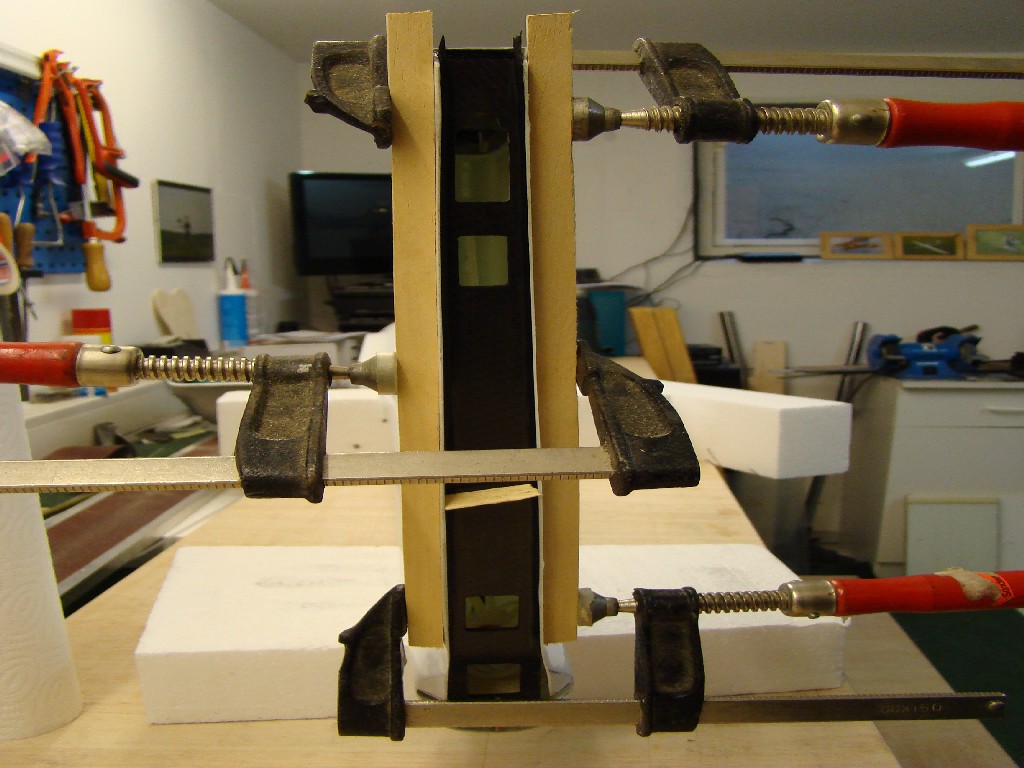
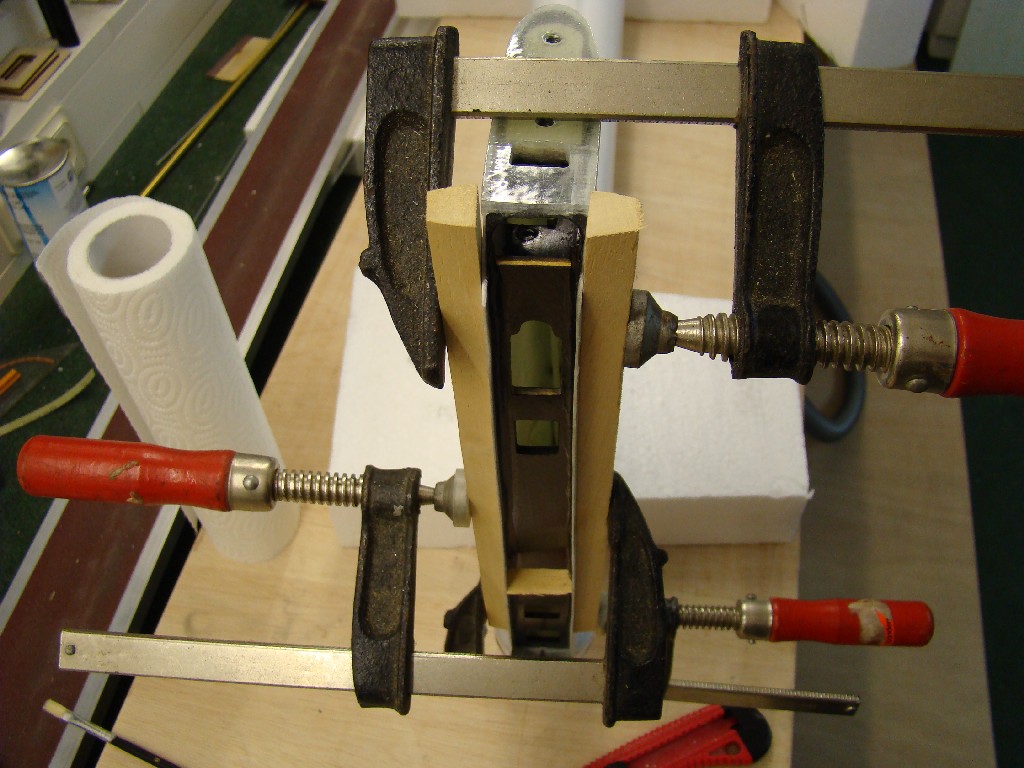
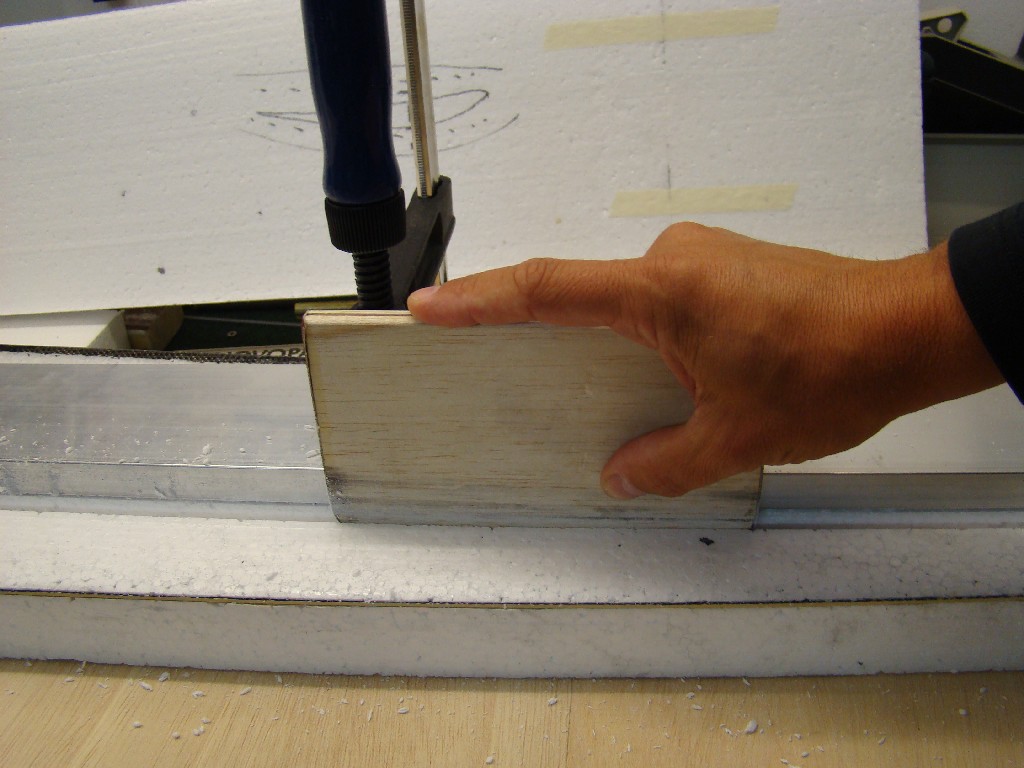
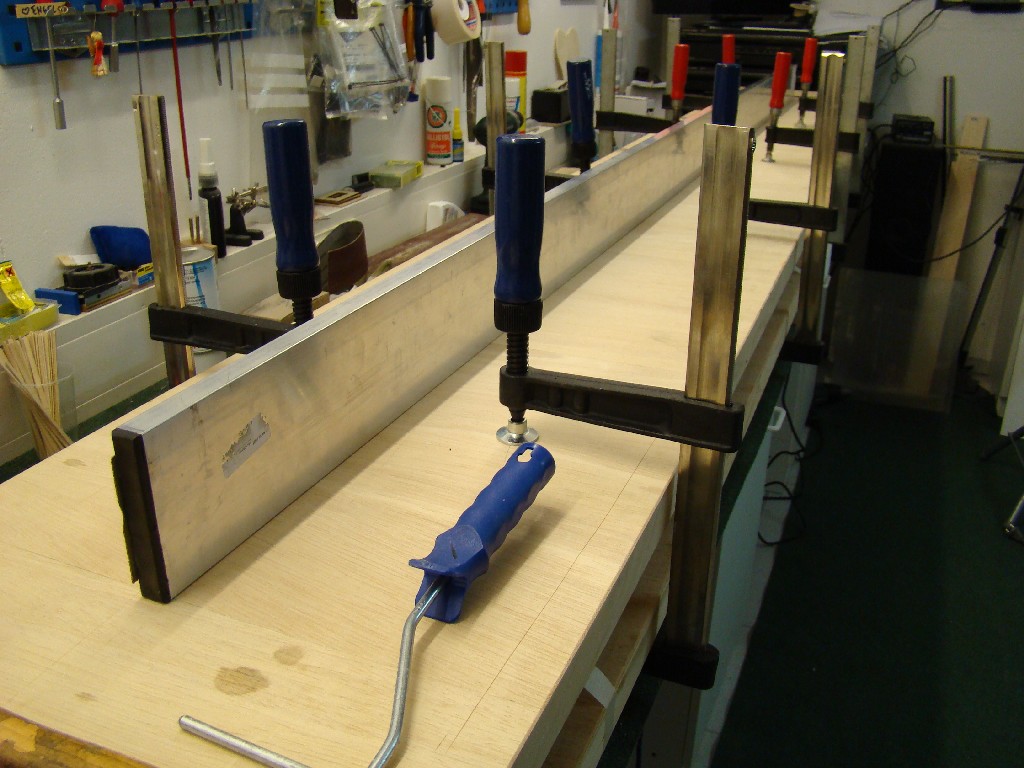
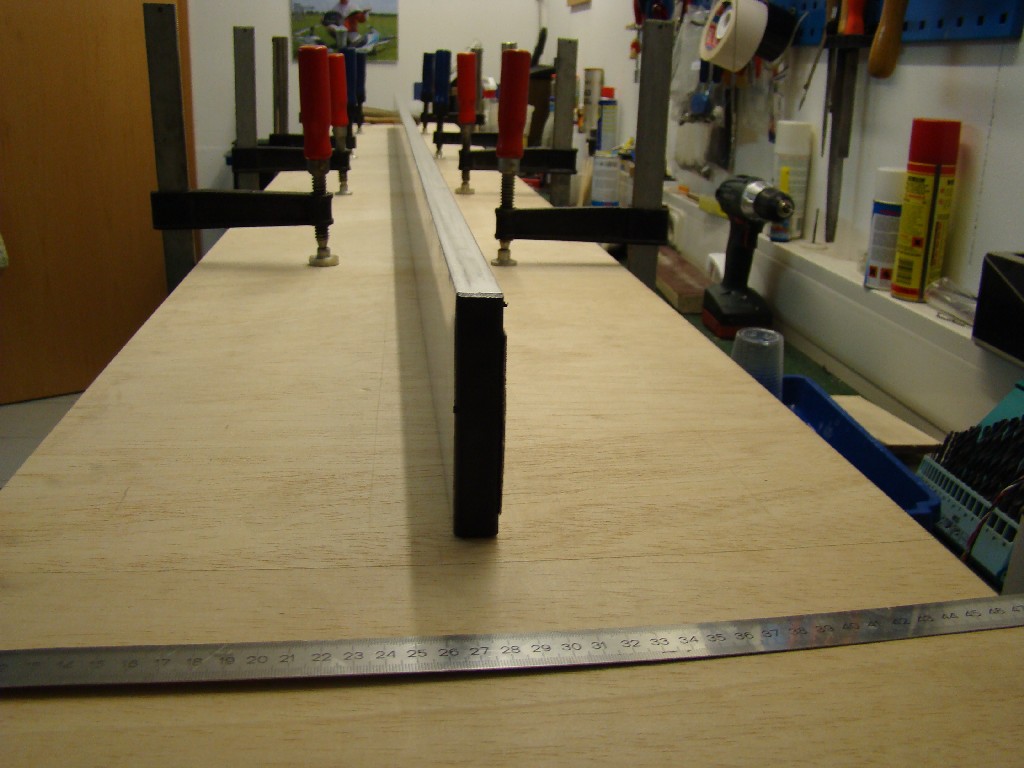
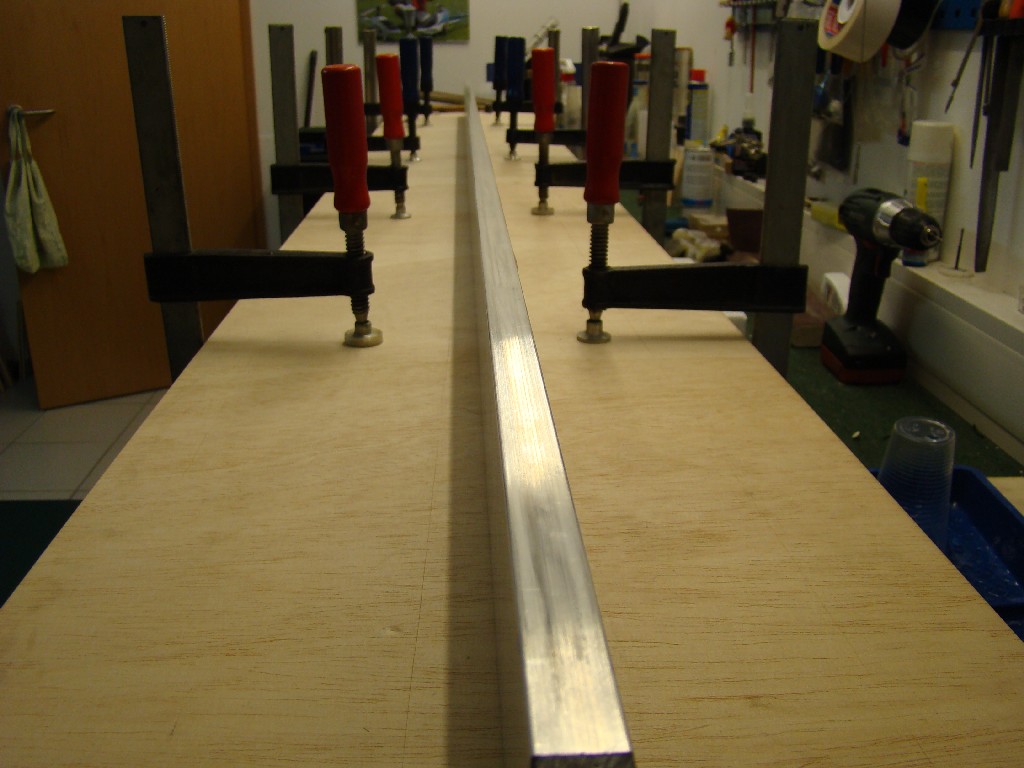
Gepresst werden meine Tragflächen zwischen Stäbchenplatten (die sind absolut gerade, bekommt man beim Schreiner) und mit Schraubzwingen. Das geht deutlich schneller als mit der Vakuumtechnik. Wichtig ist dabei, das man oberdrauf eine Richtlatte legt, um zu gucken ob man das Ganze verpresst.
Gerade bei sich stark verjüngenden, langen Tragflächen neigt man ohne Kontrolle durch die Richtlatte dazu, die Tragflächen aussen stärker zu pressen, weil ja auch weniger Material und damit weniger Wiederstand da ist.
So würde die Tragfläche außen krumm!
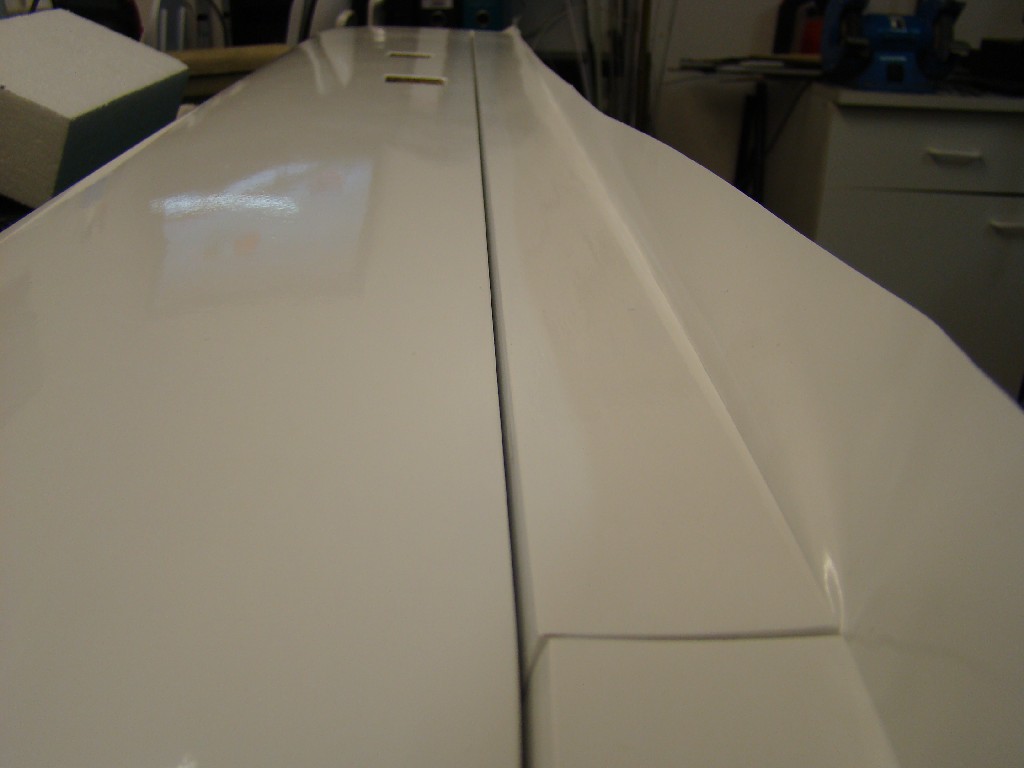
Abschließend wird alles sauber abgerichtet und dann verschliffen.
Aber wie?
Ganz oft sieht man auf Flugplätzen leider Tragflächen mit Kanten an der Nasenleiste. Ein klassischer Schleiffehler. Eine Tragfläche muß immer mit einem langen, geraden Schleifklotz verschliffen werden, aber natürlich nur von der Nasenleiste zur Endleiste, also so, wie die Luft den Flügel umströmt. Scheift man von der Wurzelrippe zum Randbogen, scheift man automatisch Kanten in das runde Profil an der Nasenleite.
|
|
|
|
Die Kabinenhaube
|
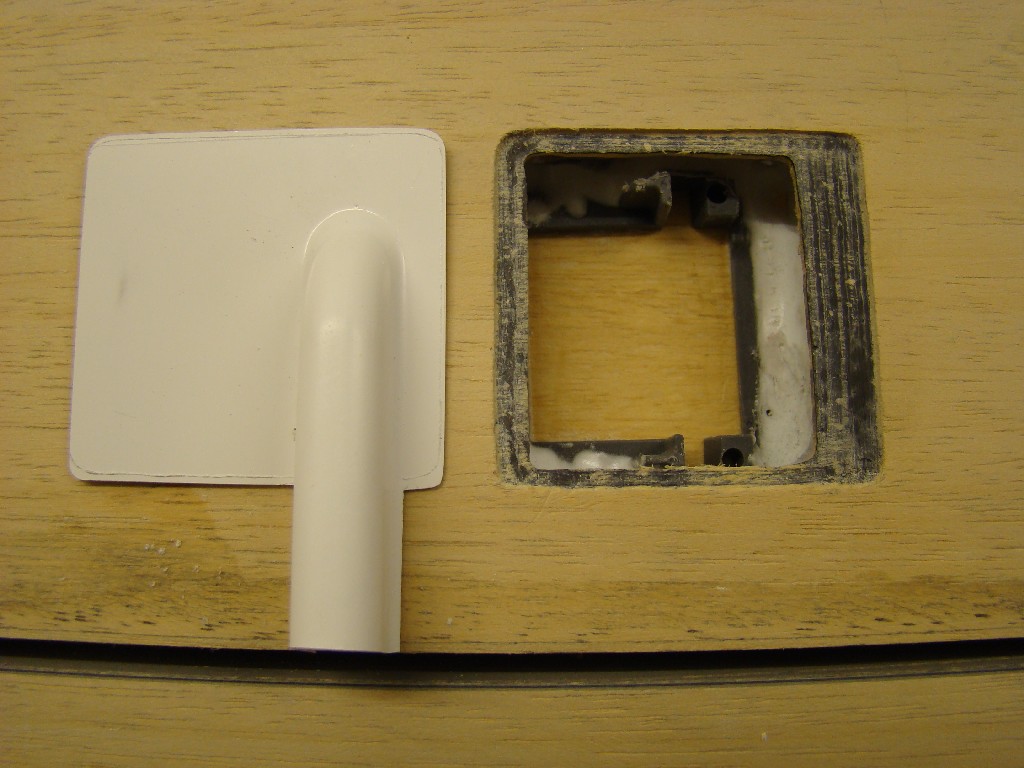
Da kein Scale-Rahmen für die Kabinenhaube beim Rumpf dabei ist, wurde einer aus Balsaholz angefertigt. Drei Lagen geschäftetes 1,5mm Balsaholz aufeinandergeklebt, mit je einer Lage Glasgewebe dazwischen. Dieser wurde dann zurecht geschnitten, und die Kabine mit angedicktem Harz auf den Rahmen geklebt. Damit die Kabine nachher nicht auf dem Rumpf festklebt, wurde dieser mit Trennwachs eingestrichen.
Für den Cockpitausbau eignet sich eine fertige Wanne mit Instrumentenpilz von Paritech.
Das Instrumentenbrett wurde zusätzlich bei Noll Modelltechnik bestellt. Perfekte Qualität, die man sich leisten kann!
|
|
|
|
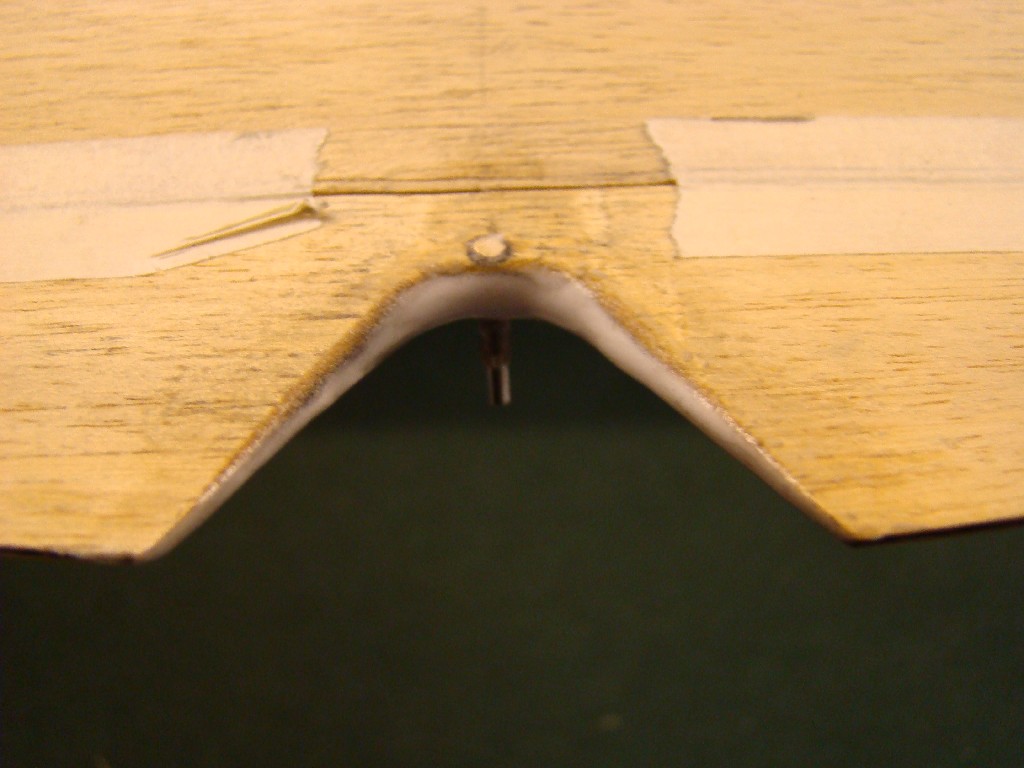
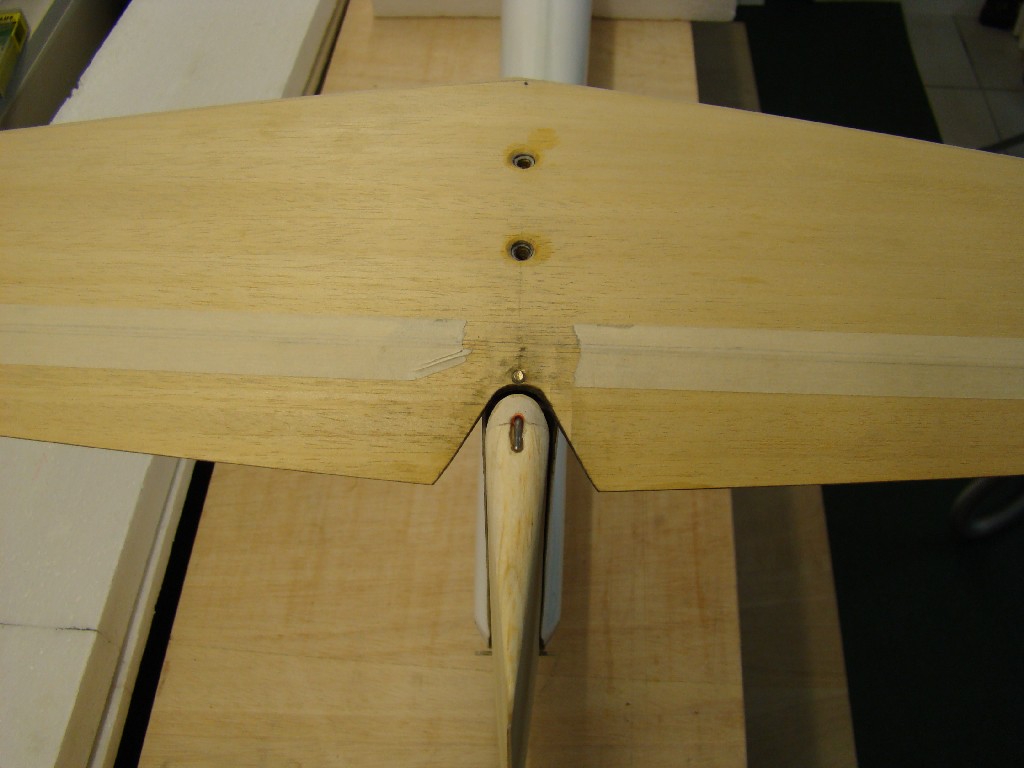
Endarbeiten
|
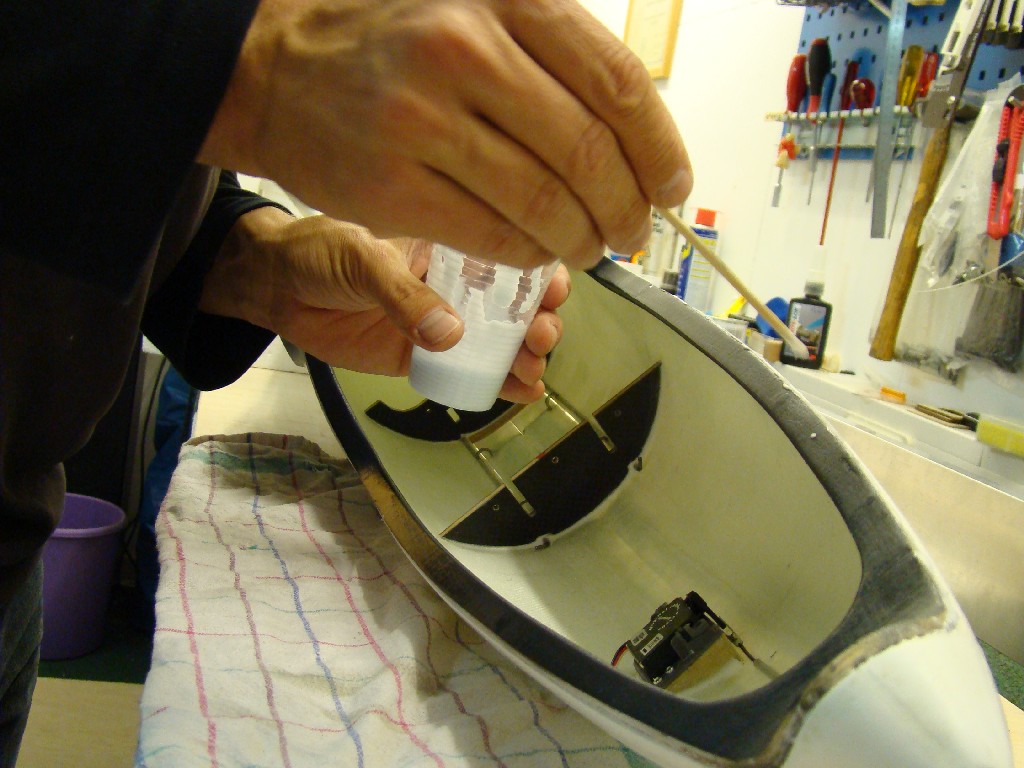
Nachdem die Tragflächen und Leitwerke rohbaufertig sind, geht es an das Einharzen der Flächensteckung im Rumpf, gefolgt vom Einkleben der TEK-Düsenaufnahme etc.
Dann ging alles was zu Lackieren war, zum Autolackierer und das Bügeln der Holzteile und die Endmontage konnte beginnen.
|
|
|
|
Die Bespannung
|
Bügeln der Fläche:
Die Fläche muss vor dem Büglen absolut glatt sein. Daher schleife ich nochmal mit 180 Papier, natürlich in Richtung der Lüftströmung über die Fläche. Schleift man nicht von der Nasen- zur Endleiste schleift man automatisch Kanden in das Profil.
Damit die Folie gut hält, muss die Fläche danach mit einem Sauger und einem Bürstenaufsatz abgesaugt werden. Es bleiben aber immer noch Staubreste auf der Fläche, die sich am besten so ablösen lassen. Wir tragen meistens Jeans. Sofern diese keine Klebeflecken hat, ziehe ich die Fläche unter leichtem Druck einmal über die Jeans. Dadurch bleibt der feine Staub in der Hose hängen. Abschließend muss mit der flachen Hand alles mehrfach abgewischt werden. So fühlt man am besten wo noch lose Fasern hoch stehen, die man nachher unter der Folie sehen würde.
Zum Bügeln der Holzteile verwende ich Orastick. Die Folie wird mit zwei Personen wie ein Bettlaken stramm gespannt und dann auf die Holzteile glatt aufgelegt. Anschließend reibe ich die Folie mit einem Rakel von innen nach außen auf die Fläche. Das geht meistens absolut faltenfrei. Anschließend werden die Kanten besäumt und festgebügelt. Damit nacher die eingeschlossene Luft noch raus kann, werden ein paar Stellen an den Kanten, zum Beispiel der Randbogen und die Wurzelrippe, noch nicht festgebügelt.
Dann wird die Folie mit einem Heißluftfön flächig erwärmt und die Folie mit einer Baumwollsocke festgerieben.
Zum Schuß werden die offenen Stellen, hier Randbogen und Wurzelrippe festgebügelt.
Fertig!
|
|
|
|
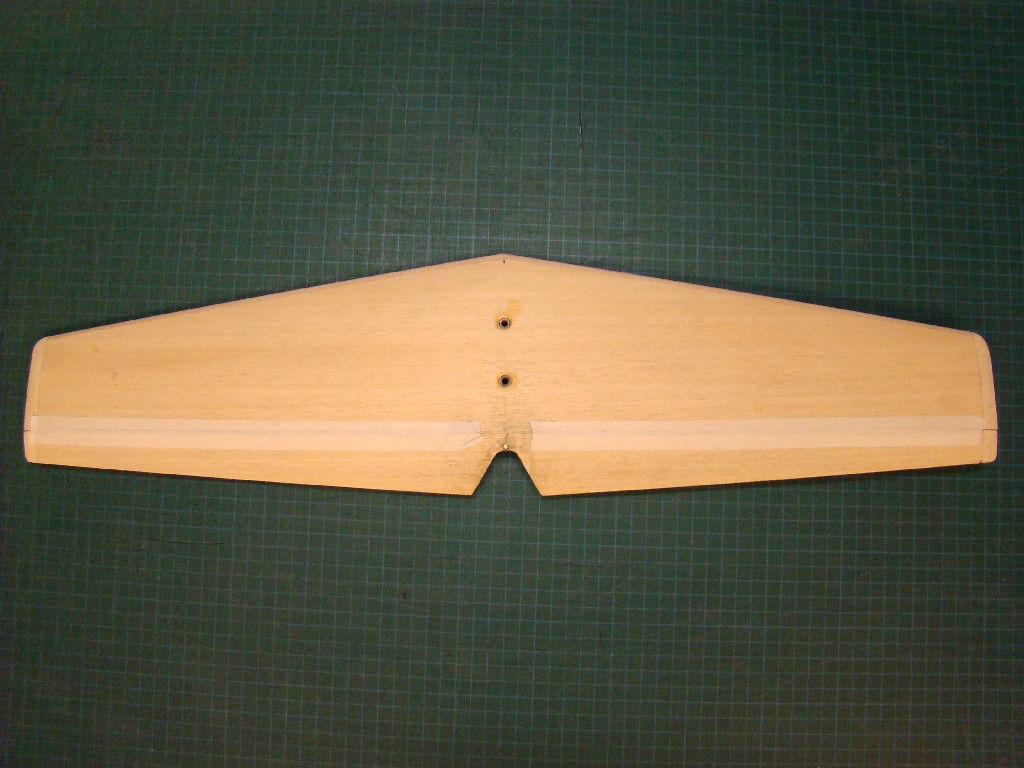
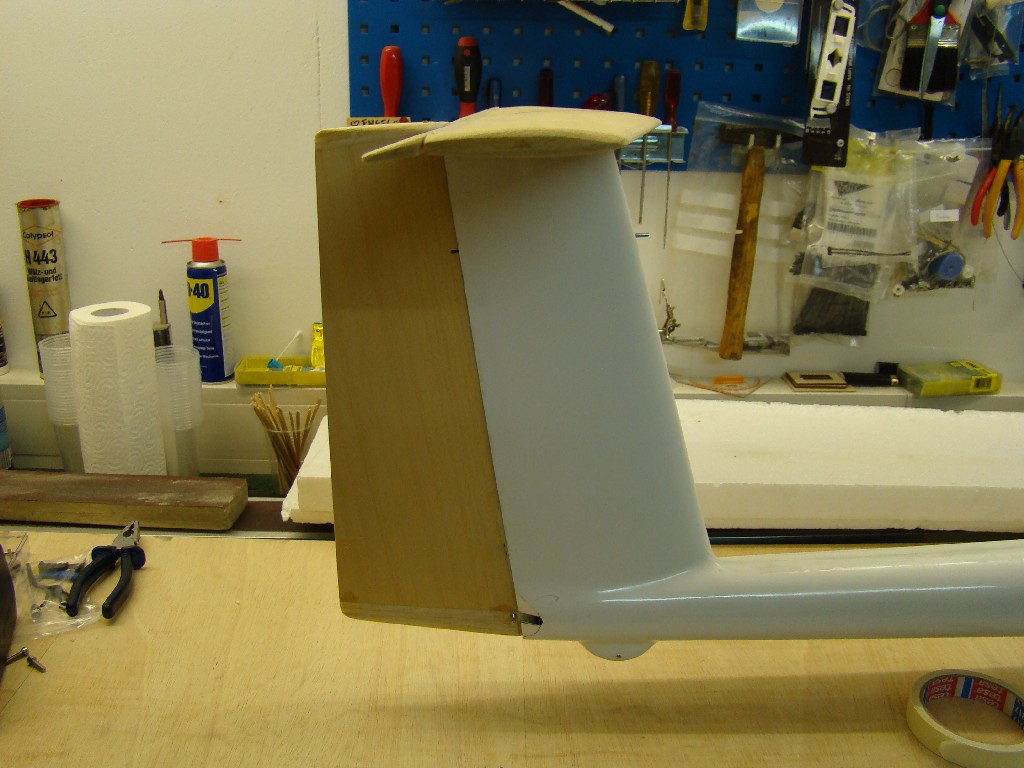
Fertigstellung
|
|
eine DG 202 gebaut vor Jahren
|
|
|
|
nach oben ....
|
|
|
|
|
|
|
|